8 (800) 333 02 98
ГОСТ 9590-76
Взамен ГОСТ 9590-61,
ГОСТ 5.1373-72
УДК 691.1/.7:006.354 Группа Ж16
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТИК БУМАЖНОСЛОИСТЫЙ
ДЕКОРАТИВНЫЙ
Технические условия
Laminated paper decorative plastics.
Specifications
ОКП 22 5621
Постановлением Государственного комитета Совета Министров СССР по делам строительства от 31 декабря 1975 г. № 244 срок введения установлен
Дата введения 01.01.77
Несоблюдение стендарта преследуется по закону
Настоящий стандарт распространяется на листовой декоративный бумажнослоистый пластик (далее — пластик), получаемый методом прессования специальных видов бумаги, пропитанных синтетическими термореактивными связующими.
Пластик применяется в качестве отделочного материала для жилых, общественных и производственных зданий, транспортных средств, в производстве мебели, торгового оборудования, дверных полотен и др. изделий.
Установленные настоящим стандартом показатели технического уровня предусмотрены для высшей и первой категорий качества.
(Измененная редакция, Изм. № 1).
1. МАРКИ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. В зависимости от качества лицевой поверхности и физико-механических показателей пластик подразделяют на марки:
А — для применения в условиях, требующих повышенной износостойкости;
Б — для применения в менее жестких условиях;
В — для применения в качестве поделочного материала.
Пластик, которому в установленном порядке присвоен государственный Знак качества, должен соответствовать всем требованиям, предъявляемым к пластику марки А.
(Измененная редакция, Поправка 1990)
1.2. Размеры листов пластика должны быть длиной от 400 до 3000 мм и шириной от 400 до 1600 мм с интервалами между смежными размерами 10 мм.
Предельные отклонения по длине и ширине листа не должны превышать ±5 мм.
Допускается отгрузка до 10 % листов пластика меньших размеров, чем предусмотрено спецификацией потребителя, но в пределах величин, указанных в первом абзаце.
1.3. Пластик должен изготовляться толщиной 1,0; 1,3; 1,6; 2,0; 2,5 и 3,0 мм.
Предельные отклонения по толщине не должны превышать +0,1; —0,2 мм для пластика толщиной до 2,0 мм и +0,1; —0,3 мм — для пластика толщиной 2,0 мм и более.
Листы толщиной 1,0 мм должны изготовляться размерами не более (1500х1000) мм.
1.2, 1.3. (Измененная редакция, Изм. № 1).
1.4. Условное обозначение пластика должно состоять из сокращенного наименования продукции (ДБСП), букв, означающих марку пластика и вид лицевой поверхности (Г — глянцевая, М — матовая, О — однотонная, Р — с печатным рисунком, З — с защитным слоем), цифр, означающих цвет и рисунок по каталогу-эталону, а также размеры листов пластика в миллиметрах и обозначения настоящего стандарта.
Пример условного обозначения пластика марки А, с матовой лицевой поверхностью с печатным рисунком № 101012 по каталогу-эталону, длиной 1475 мм, шириной 975 мм, толщиной 2,5 мм:
ДБСП-АМР-101012—1475(975(2,5 ГОСТ 9590—76
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пластик изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Пластик изготовляют с одной декоративной стороной, однотонной или с печатным рисунком. По соглашению сторон пластик может изготавливаться с двумя декоративными сторонами.
2.3. Цвет и печатный рисунок лицевой поверхности пластика должен соответствовать каталогам-эталонам расцветок и рисунков предприятий-изготовителей, утвержденным в установленном порядке.
2.4. Лицевая поверхность листов пластика должна быть глянцевой или матовой, гладкой, без вздутий.
Внешний вид лицевой поверхности пластика должен соответствовать требованиям, указанным в табл. 1.
Таблица 1
Наименования | Нормы для марок | ||
показателей | А | Б | В |
1. Неравномерность глянца или матовости | Допускается малозаметная по краям листа, шириной не более 10 мм | Допускается по краям листа, шириной не более 50 мм | Допускается общей площадью не более 25 % площади листа |
2. Царапины от механических | Допускаются малозаметные общей длиной не более: | Допускаются | |
повреждений и отпечатки от царапин | 100 мм | 300 мм | |
на прокладочных листах | на 1 м2 поверхности листа | ||
3. Вмятины и неровности на поверхности листов | Не допускаются | Допускаются малозаметные не более 3 шт. на 1 м2 поверхности листа в пределах допуска на толщину | Допускаются в пределах допуска на толщину |
4. Трещины на поверхности от внутренних напряжений | Не допускаются | Допускаются малозаметные общей длиной не более 50 мм на 1 м2поверхности листа | |
5. Посторонние включения (кроме точечных включений на бумаге, допускаемых стандартами и техническими условиями на бумагу) | Не допускаются | Допускаются не более 5 шт. на 1 м2 поверхности листа общей площадью не более 25 мм2 | Допускаются общей площадью не более 50 мм2 на 1 м2поверхности листа |
6. Дефекты печати (различия в интенсивности и цвете рисунка, непропечатка, полосы на бумаге) | Не допускаются | Допускаются малозаметные общей площадью не более 2000 мм2 на 1 м2 | Допускаются |
7. Складки, полосы | Не допускаются | Допускаются малозаметные общей длиной не более 30 мм на 1 м2 поверхности листа | Допускаются |
8. Дефекты обрезки, | Допускаются на расстоянии не более: | ||
сколы и др. дефекты | 5 мм | 10 мм | 20 мм |
краев лицевой поверхности | по периметру листа | ||
2.5. Нелицевая поверхность пластика толщиной 1,0; 1,3; 1,6 мм должна быть шероховатой.
По согласованию изготовителя с потребителем в случаях, если пластик не приклеивается к основе, допускается изготовление пластика с нешероховатой нелицевой поверхностью.
2.6. Листы пластика должны быть обрезаны под прямым углом.
Отклонение от прямоугольности не должно превышать 10 мм на 1 м длины листа. Листы пластика толщиной 3 мм допускается поставлять без обрезки.
2.7. Физико-механические показатели пластика должны соответствовать нормам, указанным в табл. 2.
Таблица 2
Наименования | Нормы для марок | Методы | ||
показателей | А | Б | В | испытаний |
1. Стойкость к кипячению в воде: а) увеличение массы, %, не более | 6 | 8 | ( | По п. 4.3 |
б) увеличение толщины, %, не более | 6 | 7 | — | |
в) изменение внешнего вида | Не должно быть вздутий, расслоений, заметных невооруженным глазом | |||
2. Разрушающее напряжение при изгибе, МПа (кгс/см2), не менее | 117,6 (1200) | 98,0 (1000) | По ГОСТ 4648 | |
3. Гидротермическая стойкость лицевой поверхности | Не должно быть трещин, вздутий, расслоений, потери блеска | Не должно быть трещин, вздутий, расслоений. Допускается незначительная потеря блеска | По п. 4.5 | |
4. Термическая стойкость лицевой поверхности при температуре испытания: | По п. 1.6 | |||
а) 180(С | Не должно быть изменений поверхности и цвета, за исключением незначительной потери блеска | ( | ( | |
б) 130°С | ( | Не должно быть изменений поверхности и цвета. Допускается потеря блеска | ||
5. Ударная прочность поверхности при высоте падения шарика: а) 170 см | Не должно быть трещин и расслоений лицевой поверхности в | ( | ( | По п. 4.7 |
местах падения шарика. Диаметр отпечатка не должен превышать 9 мм | ||||
б) 150 см | ( | Не должно быть трещин и расслоений лицевой поверхности в местах падения шарика. Диаметр отпечатка не должен превышать 9 мм | ||
6. Стойкость к загрязнению веществами бытового и хозяйственного назначения | Не должно быть изменения цвета и внешнего вида лицевой поверхности | По п. 4.8 | ||
7. Стойкость к истиранию: а) скорость износа мг/100 оборотов, не более | 80 | ( | — | По п. 4.9 |
б) количество оборотов, необходимое для истирания декоративного слоя, не менее | 400 | 300* | ( | |
8. Стабильность линейных размеров, %, не более | 0,90 | По п. 4.10 | ||
_____________
* Для пластика с защитным слоем.
Примечания:
1. Показатели плотности и разрушающего напряжения при растяжении приведены в приложении.
2. Испытания по пп. 1а, б, 2.5 и 8 табл. 2 проводят для пластика толщиной 1,3 мм и более.
2.4—2.7. (Измененная редакция, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Поставку и приемку пластика производят партиями. За партию принимают количество пластика одной марки, одной толщины, оформленное одним документом о качестве, но не более суточной выработки.
Количество пластика определенной расцветки по каталогу-эталону должно соответствовать заказу потребителя.
3.2. Испытания пластика на соответствие требованиям, изложенным в п. 2.7 (пп. 2, 3, 5—8 табл. 2), являются периодическими, и проводятся не реже одного раза в полгода, а также при изменении технологии производства.
3.3. Проверка и испытание пластика на соответствие требованиям, изложенным в пп. 1.2; 1.3; 2.3—2.6 и 2.7 (пп. 1 и 4 табл. 2), являются контрольными.
3.1—3.3. (Измененная редакция, Изм. № 1).
3.4. Проверке соответствия пластика требованиям, изложенным в пп. 2.3—2.5, подвергают все листы партии.
3.5. Проверку пластика на соответствие требованиям, изложенным в пп. 1.2 и 1.3, проводят на 10 % листов от партии, а на соответствие требованиям п. 2.6 — на трех листах от партии.
При получении неудовлетворительных результатов проверки партия подлежит полистовой разбраковке.
(Измененная редакция, Изм. № 1).
3.6. Для проверки физико-механических показателей пластика, приведенных в п. 2.7, отбирают произвольно три листа пластика от партии, из которых вырезают образцы для всех испытаний. Образцы для проверки пластика на соответствие требованиям, изложенным в п. 2.7 (п. 8 табл. 2), вырезают из одного листа.
3.7. При неудовлетворительных результатах испытаний хотя бы по одному из показателей, проводят повторные испытания по тому же показателю удвоенного количества образцов от вновь отобранных листов пластика.
При неудовлетворительных результатах повторных испытаний партия пластика приемке не подлежит.
Допускается разбраковка партии по запрессовкам, и в случае неудовлетворительных результатов повторных периодических испытаний их переводят в контрольные до получения стабильных результатов (два положительных результата подряд).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Длину и ширину листов пластика измеряют металлическим измерительным инструментом или при помощи мерного шаблона с точностью до 1 мм параллельно кромкам между двумя точками, расположенными на расстоянии 100 мм от кромок и посередине листа. Толщину листов измеряют микрометром по ГОСТ 6507 с точностью до 0,01 мм в четырех точках, расположенных по периметру листа на расстоянии не менее 25 мм от кромок. Каждое из значений измеренной толщины пластика должно быть в пределах установленной нормы.
Прямоугольность листов пластика проверяют угольником-шаблоном.
4.2. Внешний вид лицевой поверхности пластика проверяют визуально, без применения увеличительных приборов.
Поверхность листов должна быть равномерно освещена лампой дневного света с интенсивностью облучения от 300 до 400 лк.
Естественный свет, образующий солнечные блики, усиливающие или замаскировывающие дефекты поверхности пластика, должен быть устранен.
Осмотр поверхности должен проводиться с расстояния от 500 до 1500 мм под углом от 30 до 90°.
Соответствие рисунка и цвета пластика требованиям стандарта проверяют путем сравнения его с каталогом-эталоном, утвержденным в установленном порядке.
4.3. Определение стойкости пластика к кипячению в воде
4.3.1 Аппаратура и приборы
Весы лабораторные рычажные по ГОСТ 24104.
Шкаф сушильный лабораторный.
Стакан лабораторный стеклянный по ГОСТ 25336 или фарфоровый по ГОСТ 9147 (водяная баня).
Плитка электрическая нагревательная бытовая по ГОСТ 14919.
Эксикатор по ГОСТ 25336.
Микрометр с ценой деления 0,01 мм по ГОСТ 6507.
Шкурка шлифовальная на бумажной основе марки БШ-140 из нормального электрокорунда, зернистостью 6 по ГОСТ 6456.
4.3.2. Подготовка к испытанию
Испытанию подвергают три образца пластика в форме квадрата со стороной (50 ± 2) мм.
Кромки образцов должны быть гладкими, не иметь сколов, зачищены шлифовальной шкуркой. Перед испытанием образцы выдерживают в сушильном шкафу в течение (24 ± 1) ч при температуре (50 ± 5)°С, потом охлаждают в эксикаторе при (20 ± 5)°С не менее 10 мин и взвешивают с точностью до 0,001 г.
Допускается выдержка образцов в сушильном шкафу при температуре (103 ± 2)°С в течение 1 ч.
В центре каждого образца наносят контрольную метку, по которой замеряют толщину микрометром с точностью до 0,01 мм до и после испытания.
4.3.3. Проведение испытания
Образцы помещают в стакан с кипящей дистиллированной водой (водяную баню) так, чтобы они не соприкасались друг с другом.
По истечении 2 ч образцы вынимают и переносят для охлаждения в стакан с дистиллированной водой температурой (20 ± 5)°С на 10 мин. После охлаждения с поверхности образцов удаляют всю воду чистой сухой тканью или фильтровальной бумагой, а образцы взвешивают и замеряют их толщину в контрольных точках.
Изменение внешнего вида определяют визуально.
4.3.4. Обработка результатов испытаний
Увеличение массы образца после кипячения (Х1) вычисляют с точностью до 0,1 % по формуле
![]()
где т1 — масса образца до кипячения, г;
т2 — масса образца после кипячения, г.
Увеличение толщины образца после кипячения (Х2) вычисляют с точностью до 0,1 % по формуле
![]()
где h1 — толщина образца в контрольной точке до кипячения (после охлаждения в эксикаторе), мм;
h2 — толщина образца в контрольной точке после кипячения, мм.
Увеличение массы и толщину пластика вычисляют как среднее арифметическое значение результатов испытаний трех образцов.
4.4. Определение разрушающего напряжения при изгибе
Разрушающее напряжение при изгибе определяют по ГОСТ 4648.
Образцы вырезают вдоль и поперек листа. Образцы кондиционируют по ГОСТ 12423 в условиях окружающей среды не менее 3 ч.
За результат испытания принимают среднее арифметическое значение результатов всех параллельных определений.
4.5. Определение гидротермической стойкости лицевой поверхности
4.5.1. Аппаратура
Колба коническая вместимость 250 мл по ГОСТ 25336. Приспособление для закрепления образцов (черт. 1).
Лупа с пятикратным увеличением по ГОСТ 25706.
Плитка электрическая нагревательная бытовая по ГОСТ 14919.
(Измененная редакция, Изм. № 1).
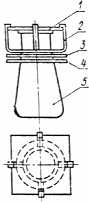
1 — образец; 2 — поддерживающее устройство; 3 — кольцо асбестовое;
4 — кольцо алюминиевое; 5 — колба.
Черт. 1
4.5.2. Проведение испытания
Из листов, отобранных для испытаний, вырезают два образца в форме квадрата со стороной (75 ± 2) мм. Образец помещают лицевой поверхностью вниз в приспособление, укрепленное на колбе с кипящей водой (черт. 1);
Лицевую поверхность образца в течение 1 ч подвергают воздействию паров кипящей воды, после чего образец осушают фильтровальной бумагой.
Образцы осматривают при комнатной температуре сразу после испытания и через 24 ч, отмечая следующие изменения их лицевой поверхности: наличие трещин (при помощи лупы), вздутий, расслоений и потери блеска (невооруженным глазом).
Указанные изменения поверхности, исчезающие в течение 24 ч, не являются браковочным признаком.
4.6. Определение термической стойкости лицевой поверхности
4.6.1. Аппаратура и материалы
Стакан алюминиевый цилиндрический с плоским дном, внутренним диаметром (100 ± 5) мм, высотой (115 ± 1,5) мм и толщиной стенок и дна (2,5 ± 0,5) мм.
Термометр ртутный стеклянный лабораторный до 250 °С по ГОСТ 27544.
Пластина из гетинакса по ГОСТ 2718 размерами (150(150(18) мм с отверстиями для термометра, электрокипятильника и мешалки.
Воск или парафин нефтяной по ГОСТ 23683.
Приспособление для закрепления образца (черт. 2).
Плита древесностружечная по ГОСТ 10632 или древесноволокнистая по ГОСТ 4598.
Электрокипятильник мощностью до 300 Вт по ГОСТ 14705.
(Измененная редакция, Изм. № 1).
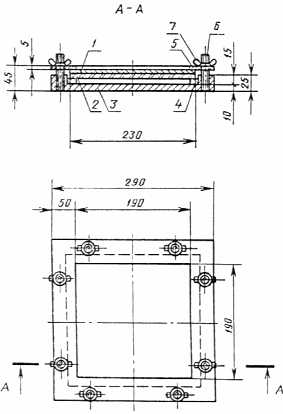
1 — образец; 2 — плита древесностружечная; 3 — основание металлическое;
4 — нижняя рамка; 5 — рамка прижимная стальная; 6 — болт стальной;
7 — гайка-барашек
Черт. 2
4.6.2. Проведение испытания
Испытанию подвергают одни образец пластика в форме квадрата со стороной (230 ± 5) мм, применяя для этого приспособление, указанное на черт. 2.
Испытуемый образец укладывают на древесностружечную или древесноволокнистую плиту лицевой поверхностью вверх и плотно прижимают к плите при помощи прижимной рамки и гаек.
В алюминиевый стакан помещают 400 г воска (парафина), закрывают пластиной из гетинакса, опускают в стакан мешалку и при периодическом перемешивании нагревают его при помощи электрокипятильника до температуры, указанной в п. 2.7 (п. 4 табл. 2). Температуру контролируют ртутным термометром на расстоянии не менее 6 мм от дна стакана.
При достижении температуры выше требуемой отключают электрокипятильник, стакан ставят на асбест и при перемешивании доводят температуру воска (парафина) до необходимой с точностью до ±1°С.
Стакан с разогретым воском (парафином) ставят на испытуемый образец. Через 20 мин, в течение которых воск (парафин) не перемешивают и не нагревают, стакан снимают.
Через 30 мин после испытания осматривают поверхность образца, отмечая наличие трещин (при помощи лупы), вздутий и потери блеска (невооруженным глазом).
4.7. Определение ударной прочности поверхности
4.7.1. Аппаратура и материалы
Шарик стальной массой 324 г, диаметром 42,86 мм по ГОСТ 3722.
Штангенциркуль по ГОСТ 166.
Приспособление для закрепления образца (черт. 2).
Механическое устройство для сбрасывания шарика (черт. 3).
Пластина из древесностружечной плиты (по ГОСТ 10632) толщиной от 16 до 20 мм, в форме квадрата со стороной (230 ± 5) мм.
Лупа с пятикратным увеличением по ГОСТ 25706.
Бумага копировальная окрашенная по ГОСТ 489.
Дисперсия ПВА гомополимерная грубодисперсная по ГОСТ 18992 и другие синтетические клеи.
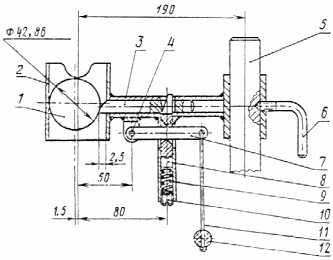
1 — шарик; 2 — кронштейн; 3 — плунжер; 4 ( ось; 5 — штанга; 6 — фиксатор;
7 — коромысло; 8 — клин; 9 — пружина; 10 — пробка; II — тросик;
12 — рукоятка
Черт. 3
4.7.2. Подготовка к испытанию
Образец пластика в форме квадрата со стороной (230 ± 5) мм наклеивают нелицевой поверхностью на пластину из древесностружечной плиты со шлифовальной поверхностью. Склеенный с пластиной образец выдерживают 24 ч под грузом или в прессе при удельном давлении 0,05—0,29 МПа (0,5—3,0 кгс/см2), а затем крепят его в приспособлении, как указано на черт. 2.
Допускается крепление образца без наклейки с помощью зажимного устройства; при этом необходимо обеспечить плотное прилегание образца к пластине.
Подготовленный образец помещают на основание кронштейна. Стальной шарик помещают в механическое устройство таким образом, чтобы он падал на образец с высоты, указанной п. 2.7 (п. 5 табл. 2).
4.7.1, 4.7.2. (Измененная редакция, Изм. № 1).
4.7.3. Проведение испытания
Образец покрывают копировальной бумагой, обращенной к его поверхности окрашенной стороной, затем при помощи механического устройства высвобождают шарик. После первого падения шарик следует поймать, чтобы не допустить повторного падения его на образец.
После испытания снимают копировальную бумагу и штангенциркулем с точностью до 0,1 мм замеряют диаметр отпечатка, полученного от удара шариком.
Испытание повторяют трижды, меняя место падения шарика.
За результат испытания принимают среднее арифметическое значение результатов трех определений.
По окончании измерения отпечатки стирают и осматривают через лупу лицевую поверхность с целью обнаружения трещин или расслоения образца.
4.8. Определение стойкости к загрязнению
4.8.1. Аппаратура, материалы, реактивы
Пипетки по ГОСТ 20292, исполнения 4—7.
Часовые стекла.
Спирт, этиловый технический по ГОСТ 17299.
Кислота лимонная 10 %-ная по ГОСТ 908.
Бензин авиационный по ГОСТ 1012 или автомобильный по ГОСТ 2084.
Ацетон технический по ГОСТ 2768.
Чай по ГОСТ 1938 (способ приготовления: 9 г чая растворяют в 1 л кипящей воды, перемешивают в течение 10 мин и отфильтровывают) .
Кофе по ГОСТ 6805 (способ приготовления: 80 г кофе растворяют в 1 л кипящей воды, перемешивают в течение 5 мин и отфильтровывают).
4.8.2. Проведение испытания
Испытания проводят при комнатной температуре с каждым из загрязняющих веществ, перечисленных в п. 4.8.1, на двух образцах в форме квадрата со стороной (100 ± 2) мм. На каждый из образцов наносят пипеткой 0,1—0,5 мл вещества. На одном из них нанесенное вещество прикрывают часовым стеклом. После 24 ч выдержки каждый образец промывают водой, содержащей моющее вещество, а затем этиловым спиртом. Через 1 ч образцы осматривают.
4.9. Определение стойкости к истиранию
4.9.1. Аппаратура и материалы
Прибор для определения стойкости к истиранию со скоростью вращения столика (60 ± 2) об/мин и усилием прижима 0,155 МПа (1,58 кгс/см2), схема которого приведена на черт. 4.
Калибровочные диски из листового цинка по ГОСТ 18326 толщиной (1,0 ± 0,05) мм, имеющего твердость (48 ± 2) НВ, диаметром 105 мм, с отверстием по центру диаметром 8,5 мм.
Шкурка шлифовальная на бумажной основе марки БШ-140 из нормального электрокорунда, зернистостью 6 по ГОСТ 6456 или аналогичная импортная.
Эксикатор по ГОСТ 25336.
Полиизобутиленовый клей и другие синтетические клеи.
Спирт этиловый технический по ГОСТ 17299.
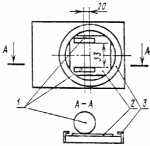
1 — истирающие диски; 2 — образец; 3 — зажимное кольцо.
Черт. 4
4.9.2. Подготовка истирающих кругов
К гуммированной поверхности истирающих кругов приклеивают полоски липкой полиэтиленовой ленты, на которые полиизобутиленовым клеем наклеивают встык полоски шлифовальной шкурки шириной (12,7 ± 0,3) мм и длиной около 160 мм.
4.9.3. Проверка истирающей способности шлифовальной шкурки
Цинковый диск, взвешенный с точностью до 0,001 г, крепят на столе прибора при помощи кольцевого зажима. На поверхность цинкового диска опускают истирающие круги, включают отсасывающее устройство и дают вращающемуся столу сделать 500 оборотов, после чего диск повторно взвешивают. Если диск потерял в массе (130 ± 20) мг, партия шлифовальной шкурки может быть использована для испытаний.
Партию шлифовальной шкурки проверяют на трех образцах после кондиционирования в условиях относительной влажности (50 ± 5) %, при температуре (23 ± 2) °С в течение 72 ч.
При испытании пластика шлифовальную шкурку следует менять после испытания каждого образца.
(Измененная редакция, Изм. № 1).
4.9.4. Подготовка образцов
Испытанию подвергают три образца пластика в форме диска диаметром (105 ± 2) мм или квадрата с размером стороны (100 ± 2) мм, с отверстием диаметром 8,5 мм для закрепления в центре стола. Перед испытанием поверхность образцов протирают этиловым спиртом и кондиционируют в условиях, указанных в п. 4.9.3.
4.9.5. Проведение испытания
Образец пластика взвешивают с точностью до 0,001 г и укрепляют на столе прибора. Истирающие круги опускают на поверхность образца, включают испытательную машину и отсасывающее устройство.
Шлифовальную шкурку очищают кисточкой через каждые 100 оборотов.
Образцы осматривают через каждые 50 оборотов.
При появлении признаков износа отмечают количество оборотов, необходимое для истирания декоративного слоя, когда начинает просвечивать темная основа.
При достижении 500 оборотов испытание прекращают. Образец снимают, протирают этиловым спиртом и взвешивают с точностью до 0,001 г.
Скорость износа (А), мг/100 оборотов рассчитывают по формуле
![]()
где т1 — масса образца до испытания, мг;
т2 — масса образца после испытания, мг.
За результат испытания принимают среднее арифметическое результатов трех определений.
4.10. Определение стабильности линейных размеров
4.10.1. Приборы
Шкаф сушильный лабораторный.
Инструмент для измерения линейных размеров с точностью измерения до 0,02 мм.
Камера влажности, обеспечивающая поддержание относительной влажности воздуха (92 ± 3) % и температуры (40 ± 2) °С.
Зажимное приспособление для поддержания образца в выпрямленном состоянии во время замера.
Эксикатор по ГОСТ 25336.
(Измененная редакция. Изм. № 1).
4.10.2. Проведение испытания
Испытанию подвергают 12 образцов пластика размерами (140(12,7) мм с предельными отклонениями ± 0,8 мм. Образцы вырезают вдоль и поперек листа по 6 шт. Края образцов должны быть гладкими и не иметь трещин, сколов и расслоений.
Перед испытанием длину образцов измеряют с точностью до 0,02 мм.
Шесть образцов (три поперечных и три продольных) испытывают в условиях низкой влажности. Для этого образцы помещают в сушильный шкаф и выдерживают при температуре (70 ± 2) °С в течение 24 ч. Затем образцы охлаждают в эксикаторе в течение 1 ч и повторно измеряют их длину.
Для каждого образца рассчитывают значение изменения длины (Х3) с точностью до 0,1 % по формуле
![]()
где l1 — длина образца до выдержки в сушильном шкафу, мм;
l2 — длина образца после выдержки в сушильном шкафу, мм.
Изменение длины определяют как среднее арифметическое трех параллельных определений.
Шесть других образцов испытывают в условиях высокой влажности.
Для этого образцы помещают в камеру влажности и выдерживают в течение (96 ± 4) ч при температуре (40 ± 2) °С и относительной влажности воздуха (92 ± 3) %. Затем образцы охлаждают при комнатной температуре, повторно измеряют их длину и определяют по формуле изменения длины образцов.
Для поперечных и продольных образцов в отдельности определяют сумму вычисленных ранее значений изменений длины, полученных в условиях низкой и высокой влажности.
За результат испытания принимают среднее арифметическое двух полученных результатов.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждый лист пластика с нелицевой стороны должен быть нанесен штамп ОТК предприятия-изготовителя или личное клеймо с указанием марки.
При размерах листов пластика (3000(1600) мм и более маркировка каждого листа не производится.
(Измененная редакция, поправка 1988 г.)
5.2. Маркировка транспортной тары должна производиться по ГОСТ 14192. В дополнительной надписи к маркировке должно быть указано:
наименование предприятия-изготовителя и его адрес;
наименование и марка продукции;
номер рисунка;
размеры и толщина листов;
количество листов и их общая площадь;
номер партии;
обозначение настоящего стандарта.
При маркировке тары с пластиком марки А, которому в установленном порядке присвоен государственный Знак качества, последний должен быть обозначен на таре.
На каждом ящике на видном месте должен быть прикреплен образец пластика.
5.3. Каждая отгружаемая партия пластика должна сопровождаться паспортом, в котором должно быть указано:
наименование предприятия-изготовителя;
наименование и марка пластика;
количество в м2;
номер партии;
дата изготовления;
результаты контрольных испытаний;
обозначение настоящего стандарта.
В паспорт на пластик марки А, которому в установленном порядке присвоен государственный Знак качества, наносят четкое изображение последнего.
5.4. Листы пластика при хранении должны быть уложены в стопы на поддонах.
Листы пластика с шероховатой нелицевой поверхностью при хранении и транспортировании должны укладываться лицевой поверхностью друг к другу.
(Измененная редакция, Изм. № 1).
5.5. Пластик должен упаковываться в деревянные сплошные или решетчатые ящики. Масса брутто ящика не должна быть более 1500 кг.
Пластик с размерами листов (3000(1600) мм и более допускается упаковывать в ящики массой до 3000 кг и отгружать в полувагонах.
Допускается отгрузка пластика в вагонах, контейнерах или, крытых машинах без упаковки в ящики, при этом листы пластика должны быть закреплены так, чтобы исключалась возможность перемещения их относительно друг друга при транспортировании.
(Измененная редакция, поправка 1988 г.)
5.6. Пластик может транспортироваться любым видом транспорта в условиях, предохраняющих его от загрязнения, механических повреждений и воздействия атмосферных осадков.
5.7. При погрузке, транспортировании и разгрузке запрещается бросать ящики с пластиком, а также листы пластика.
5.8. Пластик должен храниться в крытом чистом помещении уложенным горизонтально на ровные поддоны.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Пластик должен быть принят техническим контролем предприятия-изготовителя.
Изготовитель должен гарантировать соответствие выпускаемого пластика требованиям настоящего стандарта при соблюдении потребителем условий его применения, транспортирования и хранения, установленных стандартом.
ПРИЛОЖЕНИЕ
Справочное
ПОКАЗАТЕЛИ ПЛОТНОСТИ И РАЗРУШАЮЩЕГО НАПРЯЖЕНИЯ ПРИ РАСТЯЖЕНИИ ДЕКОРАТИВНОГО БУМАЖНОСЛОИСТОГО ПЛАСТИКА
Наименования показателей | Нормы |
1. Плотность, г/см3, не менее | 1,4 |
2. Разрушающее напряжение при растяжении, МПа (кгс/см2), не менее | 63,6 (700) |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Ленинградским заводом слоистых пластиков Министерства химической промышленности
Центральным научно-исследовательским и проектным институтом типового и экспериментального проектирования жилища (ЦНИИЭПжилища) Государственного комитета по гражданскому строительству и архитектуре при Госстрое СССР
РАЗРАБОТЧИКИ
Г. Б. Шалун, В. П. Гинзбург (руководители темы), В. Б. Голынкина, Е. В. Новикова, Г. В. Левушкин, Н. В. Шведов
2. ВНЕСЕН Министерством химической промышленности
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета Совета Министров СССР по делам строительства от 31.12.75 № 244
4. ВЗАМЕН ГОСТ 9590—61, ГОСТ 5.1373—72
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 166—89 | 4.7.1 |
ГОСТ 489—88 | 4.7.1 |
ГОСТ 908—79 | 4.8.1 |
ГОСТ 1012—72 | 4.8.1 |
ГОСТ 1938—90 | 4.8.1 |
ГОСТ 2084—77 | 4.8.1 |
ГОСТ 2718—74 | 4.6.1 |
ГОСТ 2768—84 | 4.8.1 |
ГОСТ 3722—81 | 4.7.1 |
ГОСТ 4598—86 | 4.6.1 |
ГОСТ 4648(71 | 2.7, 1.4 |
ГОСТ 6456—82 | 4.3.1, 4.9.1 |
ГОСТ 6507—90 | 4.3.1 |
ГОСТ 6805(88 | 4.8.1 |
ГОСТ 9147—80 | 4.3.1 |
ГОСТ 10632—89 | 4.6.1, 4.7.1 |
ГОСТ 12423—66 | 4.4 |
ГОСТ 14192—77 | 5.2 |
ГОСТ 14705—83 | 4.6.1 |
ГОСТ 14919—83 | 4.3.1, 4.5.1 |
ГОСТ 17299—78 | 4.8.1, 4.9.1 |
ГОСТ 18326—87 | 4.9.1 |
ГОСТ 18992—80 | 4.7.1 |
ГОСТ 20292—74 | 4.8.1 |
ГОСТ 23683—89 | 4.6.1 |
ГОСТ 24104—88 | 4.3.1 |
ГОСТ 25336—82 | 4.3.1, 4.5.1, 4.9.1, 4.10.1 |
ГОСТ 27544—87 | 4.6.1 |
ГОСТ 25706—83 | 4.5.1, 4.7.1 |
6. Переиздание (январь 1991 г.) с Поправками (ИУС № 10 1978), (ИУС № 8 1988), (ИУС № 1 1990), Изменением № 1, утвержденным в июле 1984 г. (ИУС 11—84)