8 (800) 333 02 98
ГОСТ 8894-86
Взамен
ГОСТ 8894-77
УДК 666.173:006.254 Группа И11
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТЕКЛЯННЫЕ И ФАСОННЫЕ
ЧАСТИ К НИМ
Технические условия
Glass pipes and fittings. Specifications
Постановлением Государственного комитета СССР по делам строительства от 19 июня 1986 г. № 82 срок введения установлен
с 01.01.87
РАЗРАБОТАН
Министерством промышленности строительных материалов СССР
Министерством монтажных и специальных строительных работ СССР
ИСПОЛНИТЕЛИ
Е. В. Соболев, канд. техн. наук; В. Е. Голубев, канд. техн. наук; М. Л. Кудрякова, В. Г .Моисеев, канд. техн. наук; С. В. Голенков; А. С. Чесноков, канд. техн. наук; И. Н. Соловьева; М. Г. Скакунов, д-р техн. наук; В. И. Каптелов; Р. И. Шарунова; Л. В. Дробинина
ВНЕСЕН Министерством промышленности строительных материалов СССР
Зам. министра В. И. Чирков
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 19 июня 1986 г. № 82
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на стеклянные трубы и фасонные части к ним из стекла 13В, предназначенные для напорных, безнапорных и вакуумных трубопроводов, используемых для транспортирования жидких, газообразных и твердых веществ с различными физико-химическими свойствами (за исключением плавиковой кислоты) при температуре от минус 50 до плюс 120 °С.
Стеклянные трубы и фасонные части к ним могут быть использованы в качестве деталей аппаратов при температуре от минус 50 до плюс 250 °С.
1. ТИПЫ И РАЗМЕРЫ
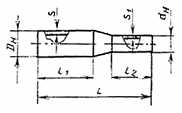
1.1. Форма, размеры и отклонения размеров, а также внутреннее гидравлическое рабочее давление труб должны соответствовать указанным на черт. 1 и в табл. 1.
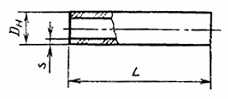
Черт. 1
Таблица 1
Размеры, мм
Условный проход Dy | Наружный диаметр Dн | Толщина стенки s | Внутреннее гидравлическое рабочее давление не | ||
Номин. | Пред. откл. | Номин. | Пред. откл. | менее, МПа (кгс/см2) | |
40 | 45 | —2 | 4,0 | ± 1,0 | 0,7 (7) |
50 | 67 | (2 | 5,0 | ± 1,0 | 0,6 (6) |
80 | 93 | —3 | 6,0 | ± 1,0 | 0,5 (5) |
100 | 122 | —4 | 7,0 | ± 1,0 | 0,4 (4) |
150 | 169 | (4 | 9,5 | ± 1,5 | 0,3 (3) |
200 | 221 | —5 | 11,5 | ± 1,5 | 0,2 (2) |
Трубы и фасонные части высшей категории качества Dy100 мм не должны иметь отклонение по наружному диаметру более 3 мм.
Примечание. Требования настоящего стандарта к трубам Dy 200 мм устанавливаются с 01.01.89.
1.2. Трубы от Dy 40 до Dу 150 мм должны изготавливаться длиной от 1500 до 3000 мм, а от Dy 200 до 2000 мм с интервалом, кратным 250. Трубы Dy 40 мм для доильных установок могут изготавливаться длиной 2340 мм.
Отклонения от размеров по длине не должны превышать ( 15 мм.
1.3. Масса 1 м труб приведена в справочном приложении.
1.4. Фасонные части должны изготавливаться следующих типов:
отводы под углом 90, 75, 60, 45, 30, 15°;
отводы двойные;
отступы;
тройники равнопроходные;
тройники переходные;
крестовины;
переходы.
1.5. Форма, размеры и отклонения от размеров фасонных частей должны соответствовать указанным на черт. 2—13 и в табл. 2—13.
Отводы под углом 90(
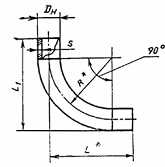
Черт. 2
Таблица 2
мм
Dн | s | L1 | ||||||
Dy | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | L* | R* |
40 50 80 100 100 150 150 200 | 45 67 93 122 122 169 169 221 | —2 —2 —3 —4 —4 —4 —4 —5 | 4,0 5,0 6,0 7,0 7,0 9,5 9,5 11,5 | ± 1,0 ± 1,0 ± 1,0 ± 1,5 ± 1,5 ± 1,5 ± 1,5 ± 1,5 | 285 335 365 310 395 420 535 635* | ± 10 ± 10 ± 10 ± 10 ± 10 ± 10 ± 10 ( | 260 300 320 250 330 335 450 635 | 160 180 180 150 200 ( 300 400 |
Примечания:
1. Размеры на черт. 2—11 и в табл. 2—11, отмеченные звездочкой, являются справочными и не контролируются.
2 Отклонения от размеров наружного диаметра и толщины стенки фасонных частей, указанные в табл. 2—13, приведены для прямых участков фасонных частей. Длина прямых участков не должна быть менее, мм:
80 — для фасонных частей Dy 40 мм;
100 » » » Dy 50 мм;
120 » » » Dy 80 мм;
130 » » » Dy 100 мм;
150 » » » Dy 150 мм;
200 » » » Dy 200 мм.
Отклонения от размеров фасонных частей на изогнутых участках, а также в области сварного шва не должны превышать, мм:
по наружному диаметру:
+4; —6 — для фасонных частей Dy40 мм;
+5; —8 — » » » Dy50 мм;
+6; —8 ( » » » Dy 80 и 100 мм;
+6; —9 — » » » Dy150 мм;
+7; —11 — » » » Dy200 мм.
по толщине стенки:
± 1,5 — для фасонных частей Dy 40, 50 и 80 мм;
( 2,0 — » » » Dy 100 и 150 мм;
( 3,0 — » » » Dy200 мм;
Фасонные части Dy 200 мм изготавливаются из боросиликатного стекла. Требования к ним устанавливаются с 01.01.89.
Отводы под углом 75°
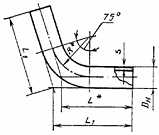
Черт. 3
Таблица 3
мм
Dн | s | L1 | ||||
Dy | Номин. | Пред. откл. | Пред. откл. ± l,0 | Пред. откл. ± 10 | L* | R* |
40 | 45 | —2 | 4,0 | 250 | 230 | 140 |
50 | 67 | (2 | 5,0 | 290 | 265 | 160 |
80 | 93 | —3 | 6,0 | 320 | 285 | 150 |
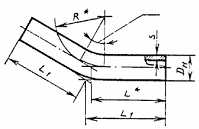
Отводы под углом 60(
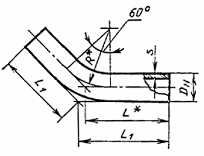
Черт. 4
Таблица 4
мм
Dу | Dн | s Пред. откл. | L1, Пред. откл. | L* | R* | ||||
Номин. | Пред. откл. | ± 1,0 | ± 10 | ||||||
40 | 45 | —2 | 4,0 | 245 | 230 | 140 | |||
50 | 67 | —2 | 5,0 | 265 | 245 | 160 | |||
80 | 93 | (3 | 6,0 | 280 | 255 | 150 | |||
Отводы под углом 45°
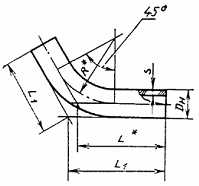
Черт. 5
Таблица 5
мм
Dу | Dн | s | L1 Пред. откл. | L* | R* | ||
Номин. | Пред. откл. | Номин. | Пред. откл. | ± 10 | |||
40 50 80 100 | 45 67 93 122 | (2 —2 —3 —4 | 4,0 5,0 6,0 7,0 | ± 1,0 ± 1,0 ± 1,0 ± 1,5 | 190 220 250 275 | 180 205 230 250 | 140 160 150 150 |
Отводы под углом 30°
Черт. 6
Таблица 6
мм
Dу | Dн | s Пред. откл. | L1 Пред. откл. | L* | R* | |
Номин. | Пред. откл. | ± 1,0 | ± 10 | |||
40 | 45 | —2 | 4,0 | 185 | 180 | 140 |
50 | 67 | (2 | 5,0 | 200 | 190 | 160 |
80 | 93 | —3 | 6,0 | 225 | 210 | 150 |
Отводы под углом 15°
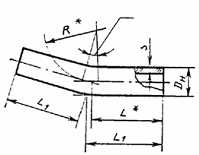
Черт. 7
Таблица 7
мм
Dу | Dн | s | L1 Пред. откл. | L* | R* | ||
Номин. | Пред. откл. | Номин. | Пред. откл. | ±10 | |||
40 | 45 | —2 | 4,0 | ± 1,0 | 185 | 180 | 140 |
50 | 67 | —2 | 5,0 | ± 1,0 | 195 | 190 | 160 |
80 | 93 | —3 | 6,0 | ± 1,0 | 195 | 190 | 150 |
100 | 122 | —4 | 7,0 | ± 1,5 | 260 | 250 | 150 |
Отводы двойные
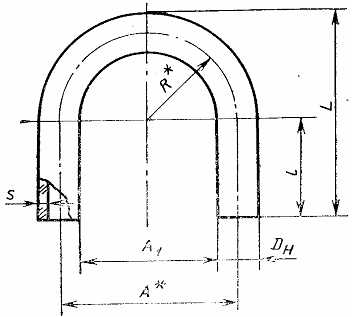
Черт. 8
Таблица 8
мм
Dу | Dн | s | l Пред. | L Пред. | A* | А1 | R* | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | откл. ± 10 | откл. ± 10 | Номин. | Пред. откл. | |||
40 | 45 | —2 | 4,0 | ± 1,0 | 100 | 210 215 245 | 140 180 240 | 95 135 195 | ± 10 ± 10 ± 10 | 70 90 120 |
50 | 67 | —2 | 5,5 | ± 1,5 | 100 | 210 235 265 | 150 200 260 | 85 135 195 | (2 ± 10 ± 10 | 75 100 130 |
80 | 93 | (3 | 6,5 | ± 1,5 | 150 | 295 305 335 | 190 210 270 | 98 105 180 | ± 2 ± 10 ± 10 | 95 105 135 |
100 | 122 | —4 | 7,0 | ± 1,5 | 150 | 320 325 355 | 220 230 290 | 100 110 170 | ± 10 ± 10 ±10 | 110 115 145 |
Допускается по соглашению предприятия-изготовителя с заказчиком изготавливать двойные отводы Dy 50 мм, предназначенные для трубопроводов с рабочим давлением не более 0,2 (2), МПа (кгс/см2), толщиной стенки в изогнутой части не менее 3,0 мм.
Отступы
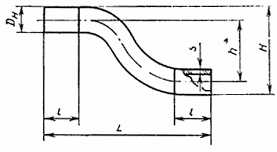
Черт. 9
Таблица 9
мм
Dу | Dн | s | L Пред. | l Пред. | h* | H Пред. | ||
Номин. | Пред. откл. | Номин. | Пред. откл. | откл. ± 10 | откл. ± 10 | откл. ± 10 | ||
40 | 45 | —2 | 4,0 | ±l,0 | 375 | 100 | 80 | 125 |
50 | 67 | —2 | 5,0 | ±l,0 | 450 | 110 | 110 | 180 |
80 | 93 | —3 | 6,5 | ±l,5 | 550 | 120 | 140 | 235 |
100 | 122 | —4 | 7,0 | ±l,5 | 500 | 110 | 160 | 280 |
Тройники равнопроходные
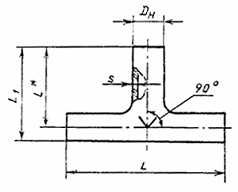
Черт. 10
Таблица 10
мм
Dу | Dн | s | L | L1 | l* | ||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
40 | 45 | —2 | 4,0 | ± 1,0 | 300 | ± 10 | 175 | ± 10 | 150 |
50 | 67 | —2 | 5,0 | ± 1,0 | 400 | ± 10 | 235 | ± 10 | 200 |
80 | 93 | —3 | 6,0 | ± 1,0 | 475 | ± 10 | 295 | ± 10 | 250 |
100 | 122 | —4 | 7,0 | ± 1,0 | 500 | ± 10 | 310 | ± 10 | 250 |
150 | 169 | —4 | 9,5 | ± 1,5 | 640 | ± 15 | 470 | ± 15 | 385 |
200 | 221 | —5 | 11,5 | ± 1,5 | 720* | ( | 560* | ( | 450 |
Тройники переходные
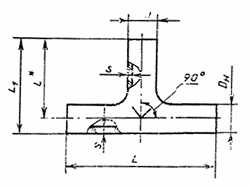
Черт. 11
Таблица 11
Dу | dу | Dн | dн | s | s1 | L | l1 Пред. | l* | |||||
Номин. | Пред. откл. | Номин. | Пред.откл. | Номин. | Пред.откл. | Номин. | Пред. откл. | Номин. | Пред.откл. | откл. ±10 | |||
50 | 40 | 67 | —2 | 45 | —2 | 5,0 | ±1,0 | 4,0 | ±1,0 | 400 | ±10 | 185 | 150 |
80 | 50 | 93 | —3 | 67 | —2 | 6,0 | ±1,0 | 5,0 | ±1,0 | 475 | ±10 | 245 | 200 |
100 | 50 | 122 | —4 | 67 | —2 | 7,0 | ±1,0 | 5,0 | ±1,0 | 500 | ±10 | 260 | 200 |
100 | 80 | 122 | (4 | 93 | —3 | 7,0 | ±1,0 | 6,0 | ±1,0 | 500 | ±10 | 310 | 250 |
150 | 100 | 169 | —4 | 122 | —4 | 9,5 | ±1,5 | 7,0 | ±1,0 | 650 | ±15 | 460 | 375 |
200 | 150 | 221 | —5 | 169 | —4 | 11,5 | ±1,5 | 9,5 | ±1,5 | 720* | ( | 530* | 420 |
Крестовины
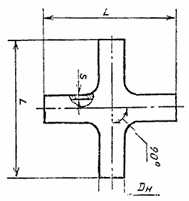
Черт. 12
Таблица 12
мм
Dу | Dн | s Пред. откл. | L Пред. откл. | |
Номин. | Пред. откл. | ± 1,0 | ± 10 | |
40 | 45 | —2 | 4,0 | 300 |
50 | 67 | —2 | 5,0 | 400 |
80 | 93 | —3 | 6,0 | 475 |
100 | 122 | —4 | 7,0 | 500 |
Переходы
Черт. 13
Таблица 13
мм
Dу | dу | Dн | dн | s | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
50 | 40 | 67 | —2 | 45 | (2 | 5,0 | ± 1,0 |
80 | 50 | 93 | —3 | 67 | —2 | 6,0 | ± 1,0 |
100 | 50 | 122 | (4 | 67 | —2 | 7,0 | ± 1,0 |
100 | 80 | 122 | (4 | 93 | —3 | 7,0 | ± 1,0 |
150 | 100 | 169 | —4 | 122 | —4 | 9,5 | ± 1,5 |
200 | 150 | 221 | —5 | 169 | —4 | 11,5 | ( 1,5 |
Продолжение
s1 | L | l1 | l2 | |||||
Dу | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. |
50 | 4,0 | ± 1,0 | 300 | ± 10 | 120 | ± 10 | 100 | ± 10 |
80 | 5,0 | ± 1,0 | 325 | ± 10 | 130 | ± 10 | 120 | ± 10 |
100 | 5,0 | ( 1,0 | 325 | ± 10 | 130 | ± 10 | 120 | ± 10 |
100 | 5,0 | ± 1,0 | 325 | (1,0 | 130 | ± 10 | 130 | ± 10 |
150 | 7,0 | ± 1,0 | 650 | ± 15 | 370 | ± 15 | 240 | ± 15 |
200 | 9,5 | ± 1,5 | 600* | — | 250* | — | 200* | — |
1.6. Условное обозначение труб и фасонных частей должно состоять из наименования изделия, цифр, означающих условный проход и длину трубы, и обозначения настоящего стандарта.
Пример условного обозначения трубы Dy 40 мм и длиной 2500 мм:
Труба 40 х 2500 ГОСТ 8894—86
То же, отвода под углом 90° Dy 50 мм:
Отвод 90° — 50 ГОСТ 8894— 86
То же, перехода Dy 100 мм на 80 мм:
Переход 100/80 ГОСТ 8894—86
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы и фасонные части к ним должны изготавливаться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
2.2. Трубы по всей длине должны быть прямолинейными. Отклонение от прямолинейности образующей наружной поверхности трубы не должно превышать:
0,20 % длины — для труб Dy 40 и 50 мм;
0,15 % » » » Dy 80 и 100 мм;
0,10 % » » » Dy 150 и 200 мм.
2.3. Торцы труб и фасонных частей должны иметь шлифованную поверхность.
2.4. Плоскость торцов труб и фасонных частей должна быть перпендикулярна образующей наружной поверхности. Отклонение от перпендикулярности плоскости торцов труб и фасонных частей относительно образующей наружной поверхности не должно превышать указанного в табл. 14.
Таблица 14
мм
Dу | Отклонение от перпендикулярности плоскости торцов для изделий | |
высшей категория качества | первой категории качества | |
40 | 0,6 | 0,7 |
50 | 1,2 | 1,4 |
80, 100 | 1,5 | 1,7 |
150, 200 | 2,9 | 3,0 |
2.5. Углы между образующими наружных поверхностей фасонных частей должны соответствовать указанным на черт. 2—7 и 10—12. Отклонение угла между образующими наружных поверхностей фасонных частей не должно превышать ( 1°.
2.6. Оси двойных отводов и отступов должны быть параллельны между собой. Отклонение от параллельности образующих наружных поверхностей двойных отводов и отступов, которое соответствует отклонению от параллельности осей двойных отводов и отступов, на длине 100 мм не должно превышать размеров, указанных в табл. 15.
Таблица 15
мм
Dу | Отклонение от параллельности образующих наружных поверхностей для изделий | |
высшей категории качества | первой категории качества | |
40, 50 | 1,5 | 2,0 |
80, 100 | 2,0 | 2,5 |
2.7. Образующие наружных поверхностей фасонных частей должны лежать в одной плоскости. Отклонение образующих наружных поверхностей фасонных частей от горизонтальной плоскости не должно превышать 3 мм.
2.8. По показателям внешнего вида (порокам) трубы и фасонные части должны соответствовать требованиям, указанным в табл. 16.
Таблица 16
мм
Норма для изделий | ||
Наименование показателя | высшей категории качества | первой категории качества |
Инородные разрушающие включения (частицы огнеупорных или других материалов), вызывающие остаточные внутренние напряжения | Не допускаются | |
Инородные неразрушающие включения (непроваренные частицы шихты, закристаллизовавшееся стекло) | Не допускаются размером по наибольшему измерению более 2 мм | |
Посечки | Не допускаются | |
Рух поверхностный | Не нормируется | |
Пузыри закрытые, мошка | Не нормируются | |
Пузыри капиллярные открытые | Не нормируются | |
Пузыри наборные открытые | Не допускаются | |
Сколы на торцах для изделий: | Не допускаются длиной (от торца вдоль изделия) более, мм: | |
Dy 40, 50, 80 и 100 мм | 5 | 10 |
Dy 150 и 200 мм | 13 | 15 |
шириной более, мм: | ||
Dу 40, 50, 80 и 100 мм | 3 | 5 |
Dу 150 и 200 мм | 8 | 10 |
глубиной более, мм: | ||
Dу 40 и 50 мм | 0,5 | |
Dу 80 и 100 мм | 1,0 | |
Dу 150 мм | 2,0 | |
Dу 200 мм | 2,5 | |
2.9. Трубы и фасонные части должны быть отожжены. Величина остаточных внутренних напряжений в изделиях не должна превышать 100 нм/см, что соответствует цветам интерференции, приведенным в табл. 17.
Таблица 17
Dy, мм | Цвет интерференции | Норма |
Пурпурно-фиолетовый, красный, голубой | Допускаются | |
40 | Белый, желтый, желто-зеленый, зеленый, светло-желтый, оранжевый, голубовато-зеленый | Не допускаются |
50 | Пурпурно-фиолетовый, красный, оранжевый, голубой | Допускаются |
Белый, желтый, темно-зеленый, зеленый, светло-желтый, голубовато-зеленый | Не допускаются | |
80 и | Пурпурно-фиолетовый, красный, оранжевый, голубой, голубовато-зеленый | Допускаются |
100 | Белый, желтый, темно-зеленый, зеленый, светло-желтый | Не допускаются |
150 и | Пурпурно-фиолетовый, красный, оранжевый, голубой, голубовато-зеленый, зеленый | Допускаются |
200 | Белый, желтый, желто-оранжевый | Не допускаются |
В сварных швах допускаются узкие полоски любого цвета.
2.10. Трубы и фасонные части при испытании на термостойкость должны выдерживать перепад температур не менее, °С:
80 — для изделий Dy 40 мм;
75 » » Dу 50 мм;
70 » » Dу 80 мм;
65 » » Dу100 мм;
50 » » Dу 150 мм;
40 » » Dу 200 мм.
2.11. Трубы и фасонные части должны выдерживать внутреннее гидравлическое испытательное давление, равное двойному рабочему давлению.
2.12. Поставку труб и фасонных частей производят по спецификации потребителя.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы и фасонные части должны быть приняты техническим контролем предприятия-изготовителя.
3.2. Приемку труб и фасонных частей производят партиями. Партией считают число изделий одного наименования и одинаковых размеров, не превышающее сменной выработки.
3.3. Для проверки качества труб и фасонных частей от партии отбирают не менее 30 % изделий. Все отобранные изделия проверяют по форме, размерам и показателям внешнего вида. При удовлетворительных результатах проверки изделий из их числа отбирают для проверки:
5 %, но не менее 5 шт. труб и 100 % фасонных частей на соответствие требованиям п. 2.9;
5 %, но не менее 5 шт. изделий каждого наименования на соответствие требованиям п. 2.10;
3 %, но не менее 5 шт. изделий каждого наименования на соответствие требованиям п. 2.11.
3.4. Если при проверке изделий окажется св. 5 % изделий, не удовлетворяющих требованиям пп. 1.1, 1.2, 1.5, 2.2, 2.4—2.7, 2.8 (по инородным неразрушающим включениям и сколам на торцах), а также в случае неудовлетворительных результатов испытаний хотя бы по одному из показателей, предусмотренных пп. 2.8 (по инородным разрушающим включениям, посечкам, открытым наборным пузырям), 2.9—2.11 настоящего стандарта, производят поштучную приемку изделий.
Если при проверке изделий, которым в установленном порядке присвоен государственный Знак качества, окажется св. 5 % изделий, не удовлетворяющих требованиям пп. 1.1, 1.2, 1.5, 2.2, 2.4—2.7, 2.8 (по инородным неразрушающим включениям и сколам на торцах), а также в случае неудовлетворительных результатов испытаний хотя бы по одному из показателей, предусмотренных пп. 2.8 (по инородным разрушающим включениям, посечкам, открытым наборным пузырям), 2.9—2.11 настоящего стандарта, изделия приемке по высшей категории качества не подлежат.
3.5. Потребитель имеет право производить контрольную проверку соответствия труб и фасонных частей требованиям настоящего стандарта, соблюдая при этом приведенный порядок отбора образцов и применяя указанные методы испытаний.
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Метод определения линейных размеров и правильности формы
4.1.1. Метод определения линейных размеров основан на измерении с помощью контактных измерительных инструментов, а метод определения правильности формы — на измерении величины отклонения от заданной формы.
4.1.2. Инструмент и принадлежности
Рулетка измерительная металлическая по ГОСТ 7502—80 с ценой деления 1 мм.
Линейка измерительная металлическая по ГОСТ 427—75 с ценой деления 1 мм.
Линейка поверочная типа ШП по ГОСТ 8026—75, класс 2.
Угольник поверочный 90° по ГОСТ 3749—77, класс 2.
Угломер по ГОСТ 5378—66.
Щупы по ГОСТ 882—75, № 3.
Штангенциркуль по ГОСТ 166—80, класс 2.
Плита контрольная размерами 1000 ( 630 мм с допуском плоскостности не более 0,5 мм.
Линейка контрольная размерами 3000 ( 150 мм с допуском прямолинейности не более 0,5 мм на 1 м.
Комплект нестандартизованных средств измерений, поверка которых должна производиться в установленном порядке.
4.1.3. Проведение испытаний
Испытания проводят в помещении при температуре (20 ± 10) °С, относительной влажности воздуха (60 ( 20) %, освещенности рабочего места не менее 150 лк.
Длину труб и фасонных частей измеряют с погрешностью до 1 мм, остальные размеры — с погрешностью до 0,1 мм, угол — с погрешностью до 6'.
Результаты измерений наружного диаметра, толщины стенок и длины труб и фасонных частей должны находиться в пределах допускаемых отклонений.
4.1.3.1. Наружный диаметр труб и фасонных частей контролируют предельными калибрами или измеряют штангенциркулем на обоих концах изделий в двух взаимно перпендикулярных направлениях.
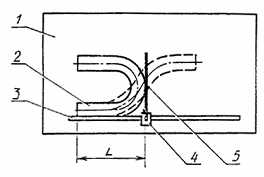
1 — контрольная плита; 2 — изделие; 3 — контрольная линейка; 4 — ползун; 5 — упор
Черт. 14
4.1.3.2. Толщину стенки труб и фасонных частей контролируют предельными калибрами или измеряют штангенциркулем на каждом конце изделия, причем следует производить два измерения по двум взаимно перпендикулярным направлениям. В местах изгиба и сварных швов фасонных частей толщину стенки измеряют толщиномерами.
4.1.3.3. Длину труб и прямых участков фасонных частей определяют рулеткой или измерительной линейкой одним измерением вдоль образующей.
Длину двойных отводов и отступов измеряют рулеткой или измерительной линейкой в соответствии с черт. 14 с помощью приспособления, снабженного ползуном и упором.
Длину отводов контролируют измерительным инструментом в соответствии с черт. 15.
4.1.3.4. Отклонение от прямолинейности образующей наружной поверхности труб определяют измерением щупом величины наибольшего зазора между поверхностью трубы и плоскостью контрольной плиты или линейки, на которую уложена труба выпуклой стороной вверх.
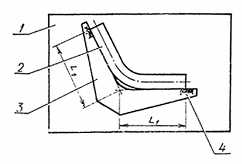
1 — контрольная плита; 2 — изделие; 3 — шаблон; 4 — поле допуска
Черт. 15
4.1.3.5. Отклонение от перпендикулярности плоскости торцов труб и фасонных частей относительно образующей наружной поверхности определяют измерением щупом наибольшего зазора между каждым из торцов изделия и стороной прикладываемого к торцу поверочного угольника.
4.1.3.6. Отклонение угла между образующими наружных поверхностей фасонных частей определяют угломером или измерительным инструментом.
4.1.3.7. Отклонение от параллельности образующих наружных поверхностей двойных отводов и отступов определяют в соответствии с черт. 16 как разность расстояний (АВ и CD) между двумя поверочными линейками. При этом поверочные линейки должны быть приложены к образующим изделия, уложенного на контрольную плиту.
4.3.8. Отклонение образующих наружных поверхностей фасонных частей от горизонтальной плоскости определяют измерением щупом величины наибольшего зазора между изделием, уложенным на контрольную плиту, и контрольной плитой.
4.2. Внешний вид труб и фасонных частей проверяют визуально.
4.3. Определение качества отжига
4.3.1. Качество отжига труб определяют измерением величины остаточных напряжений с помощью полярископа-поляриметра ПКС-250 или ПКС-125 на образцах шириной 15 — 25 мм, вырезанных из труб.
4.3.2. Качество отжига фасонных частей, а также и труб определяют сопоставлением цветов интерференции, наблюдаемых при просмотре фасонных частей или труб в полярископе ПКС-500 пли полярископе-поляриметре ПКС-250 или ПКС-125, с допускаемыми цветами интерференции.
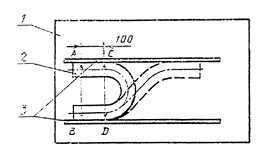
1 — контрольная плита; 2 — изделие; 3 — поверочные линейки
Черт. 16
4.4. Термостойкость труб и фасонных частей определяют по ГОСТ 25535—82, метод А. Изделия не должны иметь трещин и разрушений.
4.5. Испытание труб и фасонных частей внутренним гидравлическим давлением
4.5.1. Сущность метода заключается в определении целостности изделия в условиях воздействия внутреннего гидравлического давления.
4.5.2. Аппаратура, и принадлежности
Установка для испытания изделий. Схема установки указана на черт. 17.
Насос по ГОСТ 15107—79.
Манометр по ГОСТ 2405—80 с пределом измерений 2 МПа.
4.5.3. Проведение испытания
Изделие 1 монтируют в заглушки 3, открывают кран 6 и заполняют изделие водой. Затем открывают кран 2 и удаляют воздух из полости изделия. С помощью насоса 5 постепенно, без гидравлических ударов, внутри изделия создают давление, равное двойному рабочему давлению, и выдерживают изделие при этом давлении 2 мин.
При заданном давлении изделие не должно разрушаться.
Схема установки для испытания изделий внутренним гидравлическим давлением
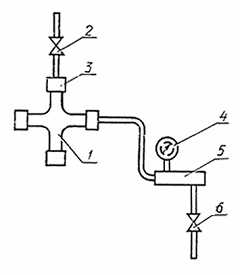
1 — изделие; 2 — кран для выпуска воздуха; 3 — заглушки; 4 — манометр; 5 — насос; 6 — кран для подачи воды
Черт. 17
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Концы труб и фасонных частей должны быть обернуты бумагой на длине от конца изделия 100 — 150 мм или защищены колпачками из полимерного материала. Число слоев бумаги в зависимости от диаметра изделий и толщины бумаги должно быть от двух до шести. По требованию потребителя бумага может быть приклеена к наружной поверхности изделия.
5.2. Трубы должны быть упакованы в стоечные поддоны по документации, утвержденной в установленном порядке, или дощатые ящики типа III-2 по ГОСТ 2991—85.
Фасонные части должны быть упакованы в дощатые ящики типа II-1 по ГОСТ 2991—85 или в специализированные поддоны по документации, утвержденной в установленном порядке.
В поддон или ящик должны быть уложены трубы одного диаметра и длины, фасонные части — одного наименования и одинаковых размеров.
При упаковке между рядами изделий и стенками поддона или ящика должен быть проложен слой стружки или любой уплотняющий материал (гофрированный картон, резиновый жгут и др.).
5.3. В каждый поддон или ящик должен быть вложен ярлык, в котором указывают:
наименование или товарный знак предприятия-изготовителя;
наименование, число и условное обозначение изделий;
номер упаковки и дату изготовления;
обозначение настоящего стандарта.
5.4. Правила маркирования тары должны соответствовать ГОСТ 14192—77. Маркировка должна содержать предупредительные знаки, означающие «Осторожно, хрупкое», «Верх, не кантовать» и следующие данные:
наименование или товарный знак предприятия-изготовителя;
условное обозначение и число изделии;
обозначение настоящего стандарта.
5.5. Предприятие-изготовитель должно сопровождать каждую партию труб и фасонных частей паспортом, в котором указывают:
наименование организации, в системе которой находится предприятие;
наименование и адрес предприятия-изготовителя;
наименование, число и условное обозначение изделий;
результаты физико-механических испытаний;
дату изготовления;
обозначение настоящего стандарта.
5.6. Вся товаросопроводительная документация для труб и фасонных частей, которым в установленном порядке присвоен государственный Знак качества, должна иметь его изображение.
5.7. Упакованные трубы и фасонные части транспортируют любым видом транспорта в соответствии с правилами перевозки грузов, действующими на конкретном виде транспорта, утвержденными в установленном порядке.
Стоечные поддоны транспортируют на открытом железнодорожном подвижном составе или открытом автотранспорте.
Допускается до 01.01.89 по соглашению предприятия-изготовителя с заказчиком транспортировать трубы в железнодорожных вагонах и автомашинах без упаковки в поддоны или ящики. При этом трубы должны быть уложены горизонтальными рядами в штабели высотой не более 1,5 м и расшиты досками. Между штабелями труб и стенками вагона или автомашины должен быть проложен уплотняющий материал.
5.8. Трубы и фасонные части должны храниться под навесом. При хранении труб в неупакованном виде они должны быть уложены в горизонтальном положении в штабели высотой не более 1,5 м, при этом нижний ряд труб должен быть закреплен, или в вертикальном положении в ячейки размерами не более 1,5 ( 1,5 м.
Допускается хранить трубы и фасонные части на открытом воздухе. При этом они должны быть защищены от атмосферных осадков.
ПРИЛОЖЕНИЕ
Справочное
Dy, мм | Масса 1 м трубы, кг |
40 | 1,2 |
50 | 2,4 |
80 | 4,0 |
100 | 6,2 |
150 | 11,8 |
200 | 18,7 |