8 (800) 333 02 98
ГОСТ 26988-86
УДК 674.817-41:620.172:006.354 Группа Ж19
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛИТЫ ДРЕВЕСНОВОЛОКНИСТЫЕ
Метод определения предела прочности при растяжении
перпендикулярно к пласти плиты
Fibre boards.
Method for determination of ultimate
tensile strengtih perpendicular to board face
OKП 55 3600
Дата введения 1987-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством лесной, целлюлозно-бумажной и деревообрабатывающей промышленности СССР
РАЗРАБОТЧИКИ
И.В.Пинтус (руководитель темы); О.Е.Поташев, канд.техн. наук; С.И.Сидорина; Н.В.Шведов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 27.06.86 N 87
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ (НТД)
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 14919-83 | 2.8 |
ГОСТ 19592-80 | 1.3 |
ГОСТ 28840-90 | 2.1 |
5. ПЕРЕИЗДАНИЕ. Январь 1992 г.
Настоящий стандарт распространяется на древесноволокнистые плиты всех видов, за исключением мягких и профилированных древесноволокнистых плит, и устанавливает метод определения предела прочности при растяжении перпендикулярно к пласти плиты.
Метод состоит в определении прочности по максимальной нагрузке, прилагаемой к образцу до его разрушения в направлении, перпендикулярном к плоскости образца.
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. От каждой отобранной для испытания плиты вырезают восемь образцов, равномерно расположенных по ширине плиты, при этом два образца должны примыкать к продольным кромкам плиты. Расстояние от образца до поперечной кромки плиты должно быть не менее 250 мм. Расстояние между соседними образцами должно быть не менее 50 мм.
1.2. Вырезаемые образцы должны быть квадратными со сторонами (55±1) мм и толщиной, равной толщине плиты.
1.3. Образцы перед испытанием кондиционируют по .
2. ТРЕБОВАНИЯ К СРЕДСТВАМ ИСПЫТАНИЯ
2.1. Испытательная машина по ГОСТ 28840-90 или другой системы, обеспечивающая погрешность измерения нагрузки не более 1 % и скорость перемещения активного захвата, равную (10±1) мм/мин.
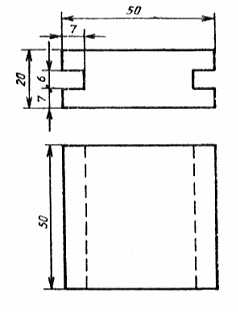
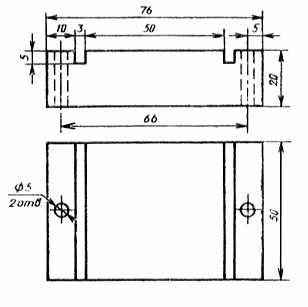
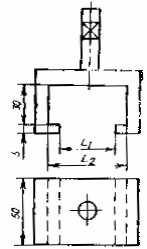
2.2. Металлические колодки (алюминиевые или стальные) типа А (черт. 1) или типа Б (черт. 2).
Поверхность колодок, контактируемая с испытуемым образцом, должна быть квадратной со сторонами (50±0,1) мм.
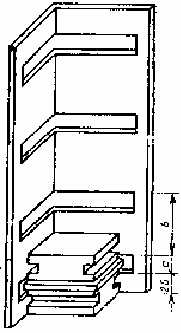
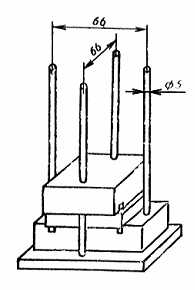
2.3. Приспособление для центрирования колодок при склеивании, состоящее:
для колодок типа А - из направляющего угольника с прорезями для выступающих краев образца (черт. 3);
для колодок типа Б - из плоского основания с закрепленными перпендикулярно к нему четырьмя металлическими стержнями, которые продевают в сквозные отверстия колодок (черт. 4).
2.4. Захваты в виде скобы (черт. 5) для передачи растягивающего усилия образцу от испытательной машины с самоцентрирующим устройством типа "карданный шарнир", обеспечивающим направление действия нагрузки перпендикулярно к плоскости образца.
2.5. Допускается применение других типов колодок с размерами контактируемой поверхности (50х50) мм, а также захватов и приспособлений для центрирования, обеспечивающих заданное центрирование образцов при склеивании и испытании согласно пп. 3.2 и 4.1.
|
|
Черт. 1 | Черт. 2 |
|
|
Черт. 3 | Черт. 4 |
мм
Тип захвата |
|
|
А | 38 | 54 |
Б | 54 | 80 |
Черт. 5
2.6. Растворитель для обезжиривания поверхности колодок.
2.7. Эпоксидный клей холодного отверждения или клей-расплав с температурой плавления 160-190 °С.
2.8. Электроплитка по ГОСТ 14919-83, обеспечивающая нагрев колодок до 160-190 °С (при использовании клея-расплава).
2.9. Ручной металлический захват типа клещи для удержания нагретых колодок (при использовании клея-расплава).
3. ТРЕБОВАНИЯ К ПОДГОТОВКЕ ИСПЫТАНИЯ
3.1. Контактируемые поверхности колодок перед приклеиванием зачищают и обезжиривают. Поверхности, покрытые клеем-расплавом, рекомендуется зачищать при нагреве колодок.
3.2. К каждому образцу с двух сторон приклеивают колодки типа А и Б так, чтобы края образца симметрично выступали за границы контактируемых поверхностей колодок.
Колодки типа А должны располагаться относительно образца соосно и перпендикулярно, а продольные оси колодок типа Б должны быть перпендикулярны друг к другу и проходить через середины образца и второй колодки.
Для предотвращения сдвига колодок относительно образца склеиваемые блоки (образец с двумя колодками) помещают в приспособление для центрирования (черт. 3 или 4).
При использовании клея-расплава колодки нагревают до температуры его плавления.
Склеиваемые блоки нагружают усилием, достаточным для равномерного распределения клея по всей поверхности склеивания.
3.3. Время склеивания эпоксидным клеем холодного отверждения устанавливают в соответствии с нормативно-технической документацией на клей данного вида.
3.4. После полного отверждения клея обрезают выступающие края образцов и зачищают натеки клея на колодках при помощи ножовки, ножа или других аналогичных инструментов.
4. ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ ИСПЫТАНИЯ
4.1. Склеенный блок устанавливают в захватах испытательной машины так, чтобы направление действия нагрузки совпадало с осью образца.
4.2. Равномерно нагружают образец так, чтобы время действия нагрузки до разрушения образца составляло (30(10) с.
Разрушающую нагрузку фиксируют с точностью до 10 Н.
4.3. При разрушении склеенного блока по клеевому слою результат испытания не учитывают.
Если число забракованных образцов более двух, то проводят повторное испытание на новой группе образцов.
5. ТРЕБОВАНИЯ К ОБРАБОТКЕ РЕЗУЛЬТАТОВ
5.1. Предел прочности при растяжении перпендикулярно пласти плиты (![]() ) в мегапаскалях вычисляют с точностью до 0,01 МПа по формуле
) в мегапаскалях вычисляют с точностью до 0,01 МПа по формуле
![]()
где ![]() - разрушающая нагрузка, Н;
- разрушающая нагрузка, Н;
![]() - длина и ширина образца, мм.
- длина и ширина образца, мм.
5.2. За результат испытания плиты принимают среднее арифметическое значение результатов испытаний всех учтенных образцов.