8 (800) 333 02 98
ГОСТ 25346-89
(СТ СЭВ 145-88)
УДК 621.753.1/.2:62-182.8:006.354 Группа Г12
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные нормы взаимозаменяемости
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Общие положения, ряды допусков и основных отклонений
Basic norms of interchangeability.
Unified system of tolerances and fits.
General, series of tolerances
and fundamental deviations
ОКСТУ 0070
Дата введения 01.01.90
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на гладкие элементы деталей, цилиндрические и ограниченные параллельными плоскостями, а также на образованные ими посадки и устанавливает термины, определения и условные обозначения, допуски и основные отклонения системы допусков и посадок для размеров до 3150 мм и любых линейных размеров, если они не установлены другими стандартами.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Термины и определения
1.1.1. Размер — числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения.
1.1.2. Действительный размер — размер элемента, установленный измерением.
1.1.3. Предельные размеры — два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер (см. п. 1.4).
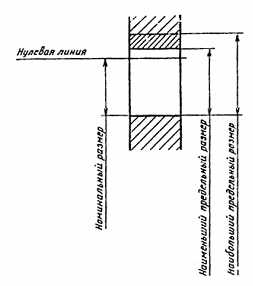
1.1.4. Наибольший предельный размер — наибольший допустимый размер элемента (черт. 1).
1.1.5. Наименьший предельный размер — наименьший допустимый размер элемента (черт. 1).
1.1.6. Номинальный размер — размер, относительно которого определяются отклонения (черт. 1 и 2).
1.1.7. Отклонение — алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером.
Черт. 1
1.1.8. Действительное отклонение — алгебраическая разность между действительным и соответствующим номинальным размерами.
1.1.9. Предельное отклонение — алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
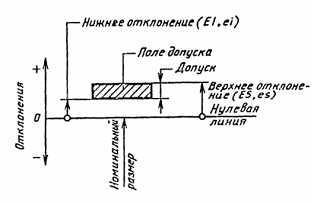
1.1.10. Верхнее отклонение ES, es — алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами (черт. 2).
Примечание. ES — верхнее отклонение отверстия; es — верхнее отклонение вала.
Черт. 2
1.1.11. Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами (черт. 2).
Примечание. ЕI — нижнее отклонение отверстия; ei — нижнее отклонение вала.
1.1.12. Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии.
1.1.13. Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные — вниз (черт. 2).
1.1.14. Допуск Т — разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями (черт. 2).
Примечание. Допуск — это абсолютная величина без знака.
1.1.15. Стандартный допуск IT — любой из допусков, устанавливаемых данной системой допусков и посадок.
Примечание. В дальнейшем в стандарте под термином “допуск” понимается “стандартный допуск”.
1.1.16. Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (черт. 2).
1.1.17. Квалитет (степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
1.1.18. Единица допуска i, I — множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска.
Примечание. i — единица допуска для номинальных размеров до 500 мм, I — единица допуска для номинальных размеров св. 500 мм.
1.1.19. Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
1.1.20. Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
1.1.21. Основной вал — вал, верхнее отклонение которого равно нулю.
1.1.22. Основное отверстие — отверстие, нижнее отклонение которого равно нулю.
1.1.23. Предел максимума материала — термин, относящийся к тому из предельных размеров, которому соответствует наибольший объем материала, т.е. наибольшему предельному размеру вала или наименьшему предельному размеру отверстия.
Примечание. Применявшийся ранее термин “проходной предел” использовать не рекомендуется.
1.1.24. Предел минимума материала — термин, относящийся к тому из предельных размеров, которому соответствует наименьший объем материала, т.е. наименьшему предельному размеру вала или наибольшему предельному размеру отверстия.
Примечание. Применявшийся ранее термин “непроходной предел” использовать не рекомендуется.
1.1.25. Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки.
1.1.26. Номинальный размер посадки — номинальный размер, общий для отверстия и вала, составляющих соединение.
1.1.27. Допуск посадки — сумма допусков отверстия и вала, составляющих соединение.
1.1.28. Зазор — разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала (черт. 3).
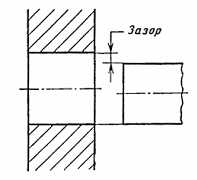
Черт. 3
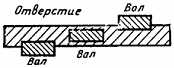
1.1.29. Натяг — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия (черт. 4).
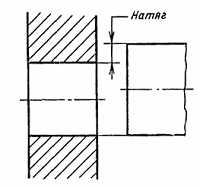
Черт. 4
Примечание. Натяг можно определять как отрицательную разность между размерами отверстая и вала.
1.1.30. Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала (черт. 5).
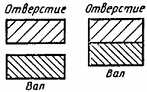
Черт. 5
1.1.31. Посадка с натягом — посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала (черт. 6).
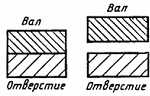
Черт. 6
1.1.32. Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга в соединении, в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично (черт. 7).
Черт. 7
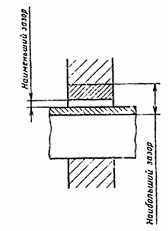
1.1.33. Наименьший зазор — разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала в посадке с зазором (черт. 8).
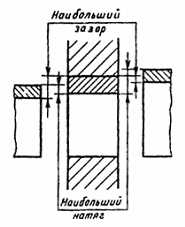
1.1.34. Наибольший зазор — разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала в посадке с зазором или в переходной посадке (черт. 8 и 9)
Черт. 8 |
Черт. 9 |
1.1.35. Наименьший натяг ( разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия до сборки в посадке с натягом (черт. 10).
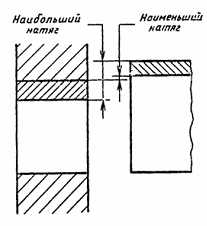
Черт. 10
1.1.36. Наибольший натяг ( разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия до сборки в посадке с натягом или в переходной посадке (черт. 9 и 10).
1.1.37. Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (черт. 11).
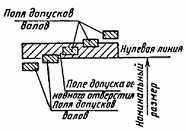
Черт. 11
1.1.38. Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (черт. 12).
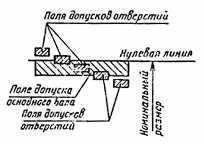
Черт. 12
1.2. Нормальная температура
Допуски и предельные отклонения, установленные в настоящем стандарте, относятся к размерам деталей при температуре 20(С.
1.3. Условные обозначения
1.3.1. Квалитеты
Квалитеты обозначаются порядковыми номерами, например, 01, 7, 14.
Допуски по квалитетам обозначаются сочетанием прописных букв IT с порядковым номером квалитета, например, IТ01, IТ7, IТ14.
1.3.2. Основные отклонения
Основные отклонения обозначаются буквами латинского алфавита, прописными для отверстий (A...ZC) и строчными для валов (a...zc) (черт. 13).
Схема расположения и обозначения основных отклонений
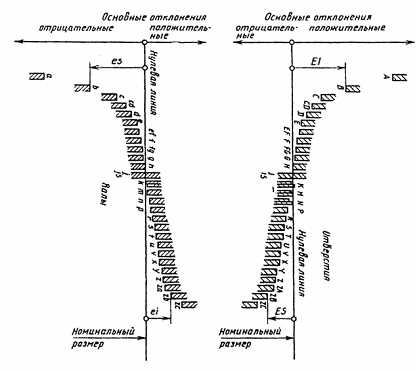
Черт. 13
1.3.3. Поле допуска
Поле допуска обозначается сочетанием буквы (букв) основного отклонения и порядкового номера квалитета.
Например: g6, js7, H7, Н11.
Обозначение поля допуска указывается после номинального размера элемента.
Например: 40g6, 40Н7, 40Н11.
В обоснованных случаях допускается обозначать поле допуска с основным отклонением “Н” символом “+IТ”, с основным отклонением “h” — символом “—IT”, с отклонениями “js” или “JS” — символом “±IТ/2”.
Например: +IТ14, —IТ14, ±IТ14/2.
1.3.4. Посадка
Посадка обозначается дробью, в числителе которой указывается обозначение поля допуска отверстия а в знаменателе — обозначение поля допуска вала.
Например: H7/g6 или ![]() .
.
Обозначение посадки указывается после номинального размера посадки.
Например: 40H7/g6 или 40 ![]() .
.
1.3.5. При использовании печатающего оборудования с ограниченным набором знаков (имеются только прописные или строчные буквы, например, телекс) обозначения полей допусков и посадок должны дополняться буквами
Н или h для отверстий,
S или s для валов.
Например: отверстие 40Н7 обозначается Н40Н7 или h40h7;
вал 40g6 обозначается S40G6 или s40g6;
посадка 40Н7/g6 обозначается H40H7/S40G6 или h40h7/s40g6.
Примечание. Обозначения по данному пункту не предназначены для применения на чертежах.
1.4. Интерпретация предельных размеров
Для отверстий — диаметр наибольшего правильного воображаемого цилиндра, который может быть вписан в отверстие так, чтобы плотно контактировать с наиболее выступающими точками поверхности на длине соединения (размер сопрягаемой детали идеальной геометрической формы прилегающей к отверстию без зазора), не должен быть меньше, чем предел максимума материала. Дополнительно наибольший диаметр в любом месте отверстия, определенный путем двухточечного измерения, не должен быть больше, чем предел минимума материала.
Для валов ( диаметр наименьшего правильного воображаемого цилиндра, который может быть описан вокруг вала так, чтобы плотно контактировать с наиболее выступающими точками поверхности на длине соединения (размер сопрягаемой детали идеальной геометрической формы прилегающей к валу без зазора), не должен быть больше чем предел максимума материала. Дополнительно наименьший диаметр в любом месте вала, определенный путем двухточечного измерения, не должен быть меньше, чем предел минимума материала.
Дополнительная информация к интерпретации предельных размеров приведена в Справочном приложении 2.
2. ДОПУСКИ
2.1. Настоящий стандарт устанавливает 20 квалитетов 01, 0, 1, 2...18.
Примечание. Квалитеты от 01 до 5 предназначены преимущественно для калибров.
2.2. Числовые значения допусков приведены в табл. 1.
2.3. Интервалы номинальных размеров и формулы для расчета допусков приведены в справочном приложении 1.
3. ОСНОВНЫЕ ОТКЛОНЕНИЯ
3.1. Числовые значения основных отклонений валов приведены в табл. 2.
3.2. Второе отклонение поля допуска вала определяется из основного отклонения и допуска IT (черт. 14).
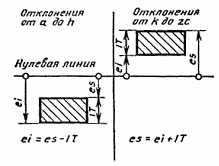
Черт. 14
3.3. Числовые значения основных отклонений отверстий приведены в табл. 3.
3.4. Второе отклонение поля допуска отверстия определяется из основного отклонения и допуска IT (черт. 15).
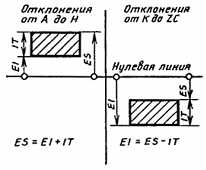
Черт. 15
3.5. Формулы для расчета основных отклонений приведены в справочном приложении 1.
Таблица 1
Числовые значения допусков
Интервал номинальных | Квалитет | ||||||||||||||||||||||
размеров, мм | 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | |||
Свыше | До | мкм | мм | ||||||||||||||||||||
3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 0,10 | 0,14 | 0,25 | 0,40 | 0,60 | 1,00 | 1,40 | |||
3 | 6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 0,12 | 0,18 | 0,30 | 0,48 | 0,75 | 1,20 | 1,80 | ||
6 | 10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 0,15 | 0,22 | 0,36 | 0,58 | 0,90 | 1,50 | 2,20 | ||
10 | 18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 0,18 | 0,27 | 0,43 | 0,70 | 1,10 | 1,80 | 2,70 | ||
18 | 30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 13 | 21 | 33 | 52 | 84 | 130 | 0,21 | 0,33 | 0,52 | 0,84 | 1,30 | 2,10 | 3,30 | ||
30 | 50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 0,25 | 0,39 | 0,62 | 1,00 | 1,60 | 2,50 | 3,90 | ||
50 | 80 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 0,30 | 0,46 | 0,74 | 1,20 | 1,90 | 3,00 | 4,60 | ||
80 | 120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 0,35 | 0,54 | 0,87 | 1,40 | 2,20 | 3,50 | 5,40 | ||
120 | 180 | 1,2 | 2 | 2,5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 0,40 | 0,63 | 1,00 | 1,60 | 2,50 | 4,00 | 6,30 | ||
180 | 250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 0,46 | 0,72 | 1,15 | 1,85 | 2,90 | 4,60 | 7,20 | ||
250 | 315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 0,52 | 0,81 | 1,30 | 2,10 | 3,20 | 5,20 | 8,10 | ||
315 | 400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 0,57 | 0,89 | 1,40 | 2,30 | 3,60 | 5,70 | 8,90 | ||
400 | 500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 0,63 | 0,97 | 1,55 | 2,50 | 4,00 | 6,30 | 9,70 | ||
500 | 630 | 4,5 | 6 | 9 | 11 | 16 | 22 | 30 | 44 | 70 | 110 | 175 | 280 | 440 | 0,70 | 1,10 | 1,75 | 2,80 | 4,40 | 7,00 | 11,00 | ||
630 | 800 | 5 | 7 | 10 | 13 | 18 | 25 | 35 | 50 | 80 | 125 | 200 | 320 | 500 | 0,80 | 1,25 | 2,00 | 3,20 | 5,00 | 8,00 | 12,50 | ||
800 | 1000 | 5,5 | 8 | 11 | 15 | 21 | 29 | 40 | 56 | 90 | 140 | 230 | 360 | 560 | 0,90 | 1,40 | 2,30 | 3,60 | 5,60 | 9,00 | 14,00 | ||
1000 | 1250 | 6,5 | 9 | 13 | 18 | 24 | 34 | 46 | 66 | 105 | 165 | 260 | 420 | 660 | 1,05 | 1,65 | 2,60 | 4,20 | 6,60 | 10,50 | 16,50 | ||
1250 | 1600 | 8 | 11 | 15 | 21 | 29 | 40 | 54 | 78 | 125 | 195 | 310 | 500 | 780 | 1,25 | 1,95 | 3,10 | 5,00 | 7,80 | 12,50 | 19,50 | ||
1600 | 2000 | 9 | 13 | 18 | 25 | 35 | 48 | 65 | 92 | 150 | 230 | 370 | 600 | 920 | 1,50 | 2,30 | 3,70 | 6,00 | 9,20 | 15,00 | 23,00 | ||
2000 | 2500 | 11 | 15 | 22 | 30 | 41 | 57 | 77 | 110 | 175 | 280 | 440 | 700 | 1100 | 1,75 | 2,80 | 4,40 | 7,00 | 11,00 | 17,50 | 28,00 | ||
2500 | 3150 | 13 | 18 | 26 | 36 | 50 | 69 | 93 | 135 | 210 | 330 | 540 | 860 | 1350 | 2,10 | 3,30 | 5,40 | 8,60 | 13,50 | 21,00 | 33,00 | ||
Примечание. Для размеров менее 1 мм квалитеты от 14 до 18 не применяются.
Таблица 2
Числовые значения основных отклонений валов, мкм
Интервал | Основные отклонения | |||||||||||||||||
размеров, | a1 | b1 | c | cd | d | e | ef | f | fg | g | h | is2 | I | k | ||||
мм | для квалитетов | |||||||||||||||||
для всех квалитетов | 5 и 6 | 7 | 8 | от 4 до 7 | до 3 и свыше 7 | |||||||||||||
Свыше | До | Верхнее отклонение es | нижнее отклонение ei | |||||||||||||||
- | 31 | –270 | –140 | –60 | –34 | –20 | –14 | –10 | –6 | –4 | –2 | 0 | –2 | –4 | –6 | 0 | 0 | |
3 | 6 | –270 | 140 | –70 | –46 | –30 | –20 | –14 | –10 | –6 | –4 | 0 | –2 | –4 | – | +1 | 0 | |
6 | 10 | –280 | –150 | –80 | –56 | –40 | –25 | –18 | –13 | –8 | –5 | 0 | –2 | –5 | – | +1 | 0 | |
10 | 14 | –290 | 150 | –95 | – | –50 | –32 | – | –16 | – | 6 | 0 | –3 | –6 | – | +1 | 0 | |
14 | 18 | |||||||||||||||||
18 | 24 | –300 | 160 | –110 | –65 | –40 | – | –20 | – | –7 | 0 | –4 | –8 | – | +2 | 0 | ||
24 | 30 | |||||||||||||||||
30 | 40 | –310 | –170 | –120 | –80 | –50 | – | 25 | – | –9 | 0 | –5 | –10 | – | +2 | 0 | ||
40 | 50 | –320 | –180 | –130 | ||||||||||||||
50 | 65 | –340 | –190 | –140 | –100 | –60 | – | –30 | – | –10 | 0 | –7 | –12 | – | +2 | 0 | ||
65 | 80 | –360 | –200 | –150 | ||||||||||||||
80 | 100 | –380 | –220 | –170 | –120 | –72 | – | –36 | – | –12 | 0 | –9 | –15 | – | +3 | 0 | ||
100 | 120 | –410 | –240 | –180 | ||||||||||||||
120 | 140 | –460 | –260 | –200 | ||||||||||||||
140 | 160 | –520 | –280 | –210 | – | –145 | –85 | – | –43 | – | –14 | 0 | –11 | –18 | – | +3 | 0 | |
160 | 180 | –580 | –310 | –230 | ||||||||||||||
180 | 200 | –660 | 340 | –240 | ||||||||||||||
200 | 225 | –740 | –380 | –260 | – | –170 | –100 | – | –50 | – | 15 | 0 | –13 | –21 | – | +4 | 0 | |
225 | 250 | –820 | –420 | –280 | ||||||||||||||
250 | 280 | –920 | –480 | –300 | – | –190 | –110 | – | –56 | – | –17 | 0 | –16 | –26 | +4 | 0 | ||
280 | 315 | –1050 | –540 | –330 | ||||||||||||||
315 | 355 | –1200 | –600 | –360 | – | –210 | –125 | – | –62 | – | –18 | 0 | –18 | –28 | +4 | 0 | ||
355 | 400 | –1350 | –680 | –400 | ||||||||||||||
400 | 450 | –1500 | –760 | –440 | – | –230 | –135 | – | –68 | – | –20 | 0 | –20 | –32 | +5 | 0 | ||
450 | 500 | –1650 | –840 | –480 | ||||||||||||||
500 | 560 | – | – | –520 | –370 | –260 | –145 | – | –76 | – | –22 | 0 | * | 0 | 0 | |||
560 | 630 | – | –580 | –390 | ||||||||||||||
630 | 710 | – | – | –640 | –430 | 290 | –160 | – | –80 | – | –24 | 0 | 0 | 0 | ||||
710 | 800 | – | –700 | –450 | ||||||||||||||
800 | 900 | – | – | –780 | –500 | –320 | –170 | – | –86 | – | –26 | 0 | 0 | 0 | ||||
900 | 1000 | – | –860 | –520 | ||||||||||||||
1000 | 1120 | – | – | –940 | –580 | –350 | –195 | – | –98 | – | –28 | 0 | 0 | 0 | ||||
1120 | 1250 | – | –1050 | –600 | ||||||||||||||
1250 | 1400 | – | – | –1150 | –660 | –390 | –220 | – | –110 | – | –30 | 0 | 0 | 0 | ||||
1400 | 1600 | – | –1300 | –720 | ||||||||||||||
1600 | 1800 | – | – | –1450 | –780 | –430 | –240 | – | –120 | – | –32 | 0 | 0 | 0 | ||||
1800 | 2000 | – | –1600 | –820 | ||||||||||||||
2000 | 2240 | – | – | –1800 | –920 | –480 | –260 | – | –130 | – | –34 | 0 | 0 | 0 | ||||
2240 | 2500 | – | –2000 | –980 | ||||||||||||||
2500 | 2800 | – | – | –2200 | –1050 | –520 | –290 | – | –145 | – | –38 | 0 | 0 | 0 | ||||
2800 | 3150 | – | –2500 | –1150 | ||||||||||||||
* Предельные отклонения = ![]() , где п — порядковый номер квалитета.
, где п — порядковый номер квалитета.
Продолжение табл. 2
Интервал | Основные отклонения | ||||||||||||||
размеров, | m3 | n | p | r | s | t | u | v | x | y | z | za | zb | zc | |
мм | для всех квалитетов | ||||||||||||||
Свыше | До | Нижнее отклонение ei | |||||||||||||
— | 31 | +2 | +4 | +6 | +10 | +14 | — | +18 | — | +20 | — | +26 | +32 | +40 | +60 |
3 | 6 | +4 | +8 | +12 | +15 | +19 | — | +23 | — | +28 | — | +35 | +42 | +50 | +80 |
6 | 10 | +6 | +10 | +15 | +19 | +23 | — | +28 | — | +34 | — | +42 | +52 | +67 | +97 |
10 | 14 | +7 | +12 | +18 | +23 | +28 | — | +33 | — | +40 | — | +50 | +64 | +90 | +130 |
14 | 18 | +39 | +45 | — | +60 | +77 | +108 | +150 | |||||||
18 | 24 | +8 | +15 | +22 | +28 | +35 | — | +41 | +47 | +54 | +63 | +73 | +98 | +136 | +188 |
24 | 30 | +41 | +48 | +55 | +64 | +75 | +88 | +118 | +160 | +218 | |||||
30 | 40 | +9 | +17 | +26 | +34 | +43 | +48 | +60 | +68 | +80 | +94 | +112 | +148 | +200 | +274 |
40 | 50 | +54 | +70 | +81 | +97 | +114 | +136 | +180 | +242 | +325 | |||||
50 | 65 | +11 | +20 | +32 | +41 | +53 | +66 | +87 | +102 | +122 | +144 | +172 | +226 | +300 | +405 |
65 | 80 | +43 | +59 | +75 | +102 | +120 | +146 | +174 | +210 | +274 | +360 | +480 | |||
80 | 100 | +13 | +23 | +37 | +51 | +71 | +91 | +124 | +146 | +178 | +214 | +258 | +335 | +445 | +585 |
100 | 120 | +54 | +79 | +104 | +144 | +172 | +210 | +254 | +310 | +400 | +525 | +690 | |||
120 | 140 | +63 | +92 | +122 | +170 | +202 | +248 | +300 | +365 | +470 | +620 | +800 | |||
140 | 160 | +15 | +27 | +43 | +65 | +100 | +134 | +190 | +228 | +280 | +340 | +415 | +535 | +700 | +900 |
160 | 180 | +68 | +108 | +146 | +210 | +252 | +310 | +380 | +465 | +600 | +780 | +1000 | |||
180 | 200 | +77 | +122 | +166 | +236 | +284 | +350 | +425 | +520 | +670 | +880 | +1150 | |||
200 | 225 | +17 | +31 | +50 | +80 | +130 | +180 | +258 | +310 | +385 | +470 | +575 | +740 | +960 | +1250 |
225 | 250 | +84 | +140 | +196 | +284 | +340 | +425 | +520 | +640 | +820 | +1050 | +1350 | |||
250 | 280 | +20 | +34 | +56 | +94 | +158 | +218 | +315 | +385 | +475 | +580 | +710 | +920 | +1200 | +1550 |
280 | 315 | +98 | +170 | +240 | +350 | +425 | +525 | +650 | +790 | +1000 | +1300 | +1700 | |||
315 | 355 | +21 | +37 | +62 | +108 | +190 | +268 | +390 | +475 | +590 | +730 | +900 | +1150 | +1500 | +1900 |
355 | 400 | +114 | +208 | +294 | +435 | +530 | +660 | +820 | +1000 | +1300 | +1650 | +2100 | |||
400 | 450 | +23 | +40 | +68 | +126 | +232 | +330 | +490 | +595 | +740 | +920 | +1100 | +1450 | +1850 | +2400 |
450 | 500 | +132 | +252 | +360 | +540 | +660 | +820 | +1000 | +1250 | +1600 | +2100 | +2600 | |||
500 | 560 | +26 | +44 | +78 | +150 | +280 | +400 | +600 | +740 | – | – | – | – | – | |
560 | 630 | +155 | +310 | +450 | +660 | +820 | – | – | – | – | – | – | |||
630 | 710 | +30 | +50 | +88 | +175 | +340 | +500 | +740 | +920 | – | – | – | – | – | |
710 | 800 | +185 | +380 | +560 | +840 | +1000 | – | – | – | – | – | – | |||
800 | 900 | +34 | +56 | +100 | +210 | +430 | +620 | +940 | +1150 | – | – | – | – | – | – |
900 | 1000 | +220 | +470 | +680 | +1050 | +1300 | – | – | – | – | – | ||||
1000 | 1120 | +40 | +66 | +120 | +250 | +520 | +780 | +1150 | +1450 | – | – | – | – | – | |
1120 | 1250 | +260 | +580 | +840 | +1300 | +1600 | – | – | – | – | – | ||||
1250 | 1400 | +48 | +78 | +140 | +300 | +640 | +960 | +1450 | +1800 | – | – | – | – | ||
1400 | 1600 | +330 | +720 | +1050 | +1600 | +2000 | – | – | – | – | – | ||||
1600 | 1800 | +58 | +92 | +170 | +370 | +820 | +1200 | +1850 | +2300 | – | – | – | – | – | |
1800 | 2000 | +400 | +920 | +1350 | +2000 | +2500 | – | – | – | – | – | – | |||
2000 | 2240 | +68 | +110 | +195 | +440 | +1000 | +1500 | +2300 | +2800 | – | – | – | – | – | |
2240 | 2500 | +460 | +1100 | +1650 | +2500 | +3100 | – | – | – | – | – | – | |||
2500 | 2800 | +76 | +135 | +240 | +550 | +1250 | +1900 | +2900 | +3500 | – | – | – | – | – | |
2800 | 3150 | +580 | +1400 | +2100 | +3200 | +3900 | – | – | – | – | – | – | |||
1 Основные отклонения а и b не предусмотрены для размеров менее 1 мм.
2 Для полей допусков от js7 до js11 нечетные числовые значения IT могут быть округлены до ближайшего меньшего четного числа, чтобы предельные отклонения ![]() были выражены целым числом микрометров.
были выражены целым числом микрометров.
3 Специальный случай: поле допуска m 7 предусмотрено лишь для размеров свыше 3 мм.
Таблица 3
Числовые значения основных отклонений отверстий, мкм
Интервал | Основные отклонения | ||||||||||||
размеров, мм | A1 | В1 | С | CD | D | E | EF | F | FG | G | Н | JS2 | |
для всех квалитетов | |||||||||||||
Свыше | До | Нижнее отклонение ЕI | |||||||||||
31) 5) | +270 | +140 | +60 | +34 | +20 | +14 | +10 | +6 | +4 | +2 | 0 | ||
3 | 6 | +270 | +140 | +70 | +46 | +30 | +20 | +14 | +10 | +6 | +4 | 0 | |
6 | 10 | +280 | +150 | +80 | +56 | +40 | +25 | +18 | +13 | +8 | +5 | 0 | |
10 | 14 | +290 | +150 | +95 | +50 | +32 | +16 | +6 | 0 | ||||
14 | 18 | ||||||||||||
18 | 24 | +300 | +160 | +110 | +65 | +40 | +20 | +7 | 0 | ||||
24 | 30 | ||||||||||||
30 | 40 | +310 | +170 | +120 | +80 | +50 | +25 | +9 | 0 | ||||
40 | 50 | +320 | +180 | +130 | |||||||||
50 | 65 | +340 | +190 | +140 | +100 | +60 | +30 | +10 | 0 | ||||
65 | 80 | +360 | +200 | +150 | |||||||||
80 | 100 | +380 | +220 | +170 | +120 | +72 | +36 | +12 | 0 | ||||
100 | 120 | +410 | +240 | +180 | |||||||||
120 | 140 | +460 | +260 | +200 | |||||||||
140 | 160 | +520 | +280 | +210 | +145 | +85 | +43 | +14 | 0 | ||||
160 | 180 | +580 | +310 | +230 | |||||||||
180 | 200 | +660 | +340 | +240 | |||||||||
200 | 225 | +740 | +380 | +260 | +170 | +100 | +50 | +15 | 0 | ||||
225 | 250 | +820 | +420 | +280 | |||||||||
250 | 280 | +920 | +480 | +300 | +190 | +110 | +56 | +17 | 0 | * | |||
280 | 315 | +1050 | +540 | +330 | |||||||||
315 | 355 | +1200 | +600 | +360 | +210 | +125 | +62 | +18 | 0 | ||||
355 | 400 | +1350 | +680 | +400 | |||||||||
400 | 450 | +1500 | +760 | +440 | +230 | +135 | +68 | +20 | 0 | ||||
450 | 500 | +1650 | +840 | +480 | |||||||||
500 | 560 | +520 | +370 | +260 | +145 | +76 | +22 | 0 | |||||
560 | 630 | +580 | +390 | ||||||||||
630 | 710 | +640 | +430 | +290 | +160 | +80 | +24 | 0 | |||||
710 | 800 | +700 | +450 | ||||||||||
800 | 900 | +780 | +500 | +320 | +170 | +86 | +26 | 0 | |||||
900 | 1000 | +860 | +520 | ||||||||||
1000 | 1120 | +940 | +580 | +350 | +195 | +98 | +28 | 0 | |||||
1120 | 1250 | +1050 | +600 | ||||||||||
1250 | 1400 | +1150 | +660 | +390 | +220 | +110 | +30 | 0 | |||||
1400 | 1600 | +1300 | +720 | ||||||||||
1600 | 1800 | +1450 | +780 | +430 | +240 | +120 | +32 | 0 | |||||
1800 | 2000 | +1600 | +820 | ||||||||||
2000 | 2240 | +1800 | +920 | +480 | +260 | +130 | +34 | 0 | |||||
2240 | 2500 | +2000 | +980 | ||||||||||
2500 | 2800 | +2200 | +1050 | +520 | +290 | +145 | +38 | 0 | |||||
2800 | 3150 | +2500 | +1150 | ||||||||||
* Предельные отклонения = ![]() , где п ( порядковый номер квалитета.
, где п ( порядковый номер квалитета.
Продолжение табл. 3
Интервал | Основные отклонения | |||||||||||||||||||||||||
размеров, | J | K3 | М3 4 | М3 5 | Р до ZC3 | Р | R | S | T | |||||||||||||||||
мм | для квалитетов | для квалитетов свыше | ||||||||||||||||||||||||
6 | 7 | 8 | до 8 | св. 8 | до 8 | св. 8 | до 8 | св. 8 | до 7 | 7-гo | ||||||||||||||||
Свыше | До | Верхнее отклонение ES | ||||||||||||||||||||||||
– | 31 5 | +2 | +4 | +6 | 0 | 0 | –2 | –2 | –4 | –4 | –6 | –10 | –14 | |||||||||||||
3 | 6 | +5 | +6 | +10 | –1+( | – | –4+( | –4 | –8+( | 0 | –12 | –15 | –19 | |||||||||||||
6 | 10 | +5 | +8 | +12 | –1+( | – | –6+( | –6 | –10+( | 0 | –15 | –19 | –23 | |||||||||||||
10 | 14 | +6 | +10 | +15 | –1+( | –7+( | –7 | –12+( | 0 | Отклонения | –18 | –23 | –28 | |||||||||||||
14 | 18 | как для | ||||||||||||||||||||||||
18 | 24 | +8 | +12 | +20 | –2+( | –8+( | –8 | –15+( | 0 | квалитетов | –22 | –28 | –35 | |||||||||||||
24 | 30 | свыше | –41 | |||||||||||||||||||||||
30 | 40 | +10 | +14 | +24 | –2+( | –9+( | –9 | –17+( | 0 | 7-го, | –26 | –34 | –43 | –48 | ||||||||||||
40 | 50 | увеличен- | –54 | |||||||||||||||||||||||
50 | 65 | +13 | +18 | +28 | –2+( | –11+( | –11 | –20+( | 0 | ные на ( | –32 | –41 | –53 | –66 | ||||||||||||
65 | 80 | –43 | –59 | –75 | ||||||||||||||||||||||
80 | 100 | +16 | +22 | +34 | –3+( | –13+( | –13 | –23+( | 0 | –37 | –51 | –71 | –91 | |||||||||||||
100 | 120 | –54 | –79 | –104 | ||||||||||||||||||||||
120 | 140 | –63 | –92 | –122 | ||||||||||||||||||||||
140 | 160 | +18 | +26 | +41 | –3+( | – | –15+( | –15 | –27+( | 0 | –43 | –65 | –100 | –134 | ||||||||||||
160 | 180 | –68 | –108 | –146 | ||||||||||||||||||||||
180 | 200 | 0 | –77 | –122 | –166 | |||||||||||||||||||||
200 | 225 | +22 | +30 | +47 | –4+( | –17+( | –17 | –31+( | –50 | –80 | –130 | –180 | ||||||||||||||
225 | 250 | –84 | –140 | –196 | ||||||||||||||||||||||
250 | 280 | +25 | +36 | +55 | –4+( | – | –20+( | –20 | –34+( | 0 | –56 | –94 | –158 | –218 | ||||||||||||
280 | 315 | –98 | –170 | –240 | ||||||||||||||||||||||
315 | 355 | +29 | +39 | +60 | –4+( | –21+( | –21 | –37+( | 0 | –62 | –108 | –190 | –268 | |||||||||||||
355 | 400 | –114 | –208 | –294 | ||||||||||||||||||||||
400 | 450 | +33 | +43 | +66 | –5+( | –23+( | –23 | –40+( | 0 | –68 | –126 | –232 | –330 | |||||||||||||
450 | 500 | –132 | –252 | –360 | ||||||||||||||||||||||
500 | 560 | 0 | –26 | –44 | –78 | –150 | –280 | –400 | ||||||||||||||||||
560 | 630 | –155 | –310 | –450 | ||||||||||||||||||||||
630 | 710 | 0 | –30 | –50 | –88 | –175 | –340 | –500 | ||||||||||||||||||
710 | 800 | –185 | –380 | –560 | ||||||||||||||||||||||
800 | 900 | 0 | –34 | –56 | –100 | –210 | –430 | –620 | ||||||||||||||||||
900 | 1000 | –220 | –470 | –680 | ||||||||||||||||||||||
1000 | 1120 | 0 | –40 | –66 | –120 | –250 | –520 | –780 | ||||||||||||||||||
1120 | 1250 | –260 | –580 | –840 | ||||||||||||||||||||||
1250 | 1400 | 0 | –48 | –78 | –140 | –300 | –640 | –960 | ||||||||||||||||||
1400 | 1600 | –330 | –720 | –1050 | ||||||||||||||||||||||
1600 | 1800 | 0 | –58 | –92 | –170 | –370 | –820 | –1200 | ||||||||||||||||||
1800 | 2000 | –400 | –920 | –1350 | ||||||||||||||||||||||
2000 | 2240 | 0 | –68 | –110 | –195 | –440 | –1000 | –1500 | ||||||||||||||||||
2240 | 2500 | –460 | –1100 | –1650 | ||||||||||||||||||||||
2500 | 2800 | 0 | –76 | –135 | –240 | –550 | –1250 | –1900 | ||||||||||||||||||
2800 | 3150 | –580 | –1400 | –2100 | ||||||||||||||||||||||
Продолжение табл. 3
Интервал | Основные отклонения | (, мкм | |||||||||||||
размеров, | U | V | X | Y | Z | ZA | ZB | ZC | |||||||
мм | для квалитетов свыше 7–го | для квалитетов | |||||||||||||
Свыше | До | Верхнее отклонение ES | 3 | 4 | 5 | 6 | 7 | 8 | |||||||
31 5 | –18 | –20 | –26 | –32 | –40 | –60 | 0 | 0 | 0 | 0 | 0 | 0 | |||
3 | 6 | –23 | –28 | –35 | –42 | –50 | –80 | 1 | 1,5 | 1 | 3 | 4 | 6 | ||
6 | 10 | –28 | –34 | –42 | –52 | –67 | –97 | 1 | 1,5 | 2 | 3 | 6 | 7 | ||
10 | 14 | –33 | –40 | –50 | –64 | –90 | –130 | 1 | 2 | 3 | 3 | 7 | 9 | ||
14 | 18 | –39 | –45 | –60 | –77 | –108 | –150 | ||||||||
18 | 24 | –41 | –47 | –54 | –63 | –73 | –98 | –136 | –188 | 1,5 | 2 | 3 | 4 | 8 | 12 |
24 | 30 | –48 | –55 | –64 | –75 | –88 | –118 | –160 | –218 | ||||||
30 | 40 | –60 | –68 | –80 | –94 | –112 | –148 | –200 | –274 | 1,5 | 3 | 4 | 5 | 9 | 14 |
40 | 50 | –70 | –81 | –97 | –114 | –136 | –180 | –242 | –325 | ||||||
50 | 65 | –87 | –102 | –122 | –144 | –172 | –226 | –300 | –405 | 2 | 3 | 5 | 6 | 11 | 16 |
65 | 80 | –102 | –120 | –146 | –174 | –210 | –274 | –360 | –480 | ||||||
80 | 100 | –124 | –146 | –178 | –214 | –258 | –335 | –445 | –585 | 2 | 4 | 5 | 7 | 13 | 19 |
100 | 120 | –144 | –172 | –210 | –254 | –310 | –400 | –525 | –690 | ||||||
120 | 140 | –170 | –202 | –248 | –300 | –365 | –470 | –620 | –800 | ||||||
140 | 160 | –190 | –228 | –280 | –340 | –415 | –535 | –700 | –900 | 3 | 4 | 6 | 7 | 15 | 23 |
160 | 180 | –210 | –252 | –310 | –380 | –465 | –600 | –780 | –1000 | ||||||
180 | 200 | –236 | –284 | –350 | –425 | –520 | –670 | –880 | –1150 | ||||||
200 | 225 | –258 | –310 | –385 | –470 | –575 | –740 | –960 | –1250 | 3 | 4 | 6 | 9 | 17 | 26 |
225 | 250 | –284 | –340 | –425 | –520 | –640 | –820 | –1050 | –1350 | ||||||
250 | 280 | –315 | –385 | –475 | –580 | –710 | –920 | –1200 | –1550 | 4 | 4 | 7 | 9 | 20 | 29 |
280 | 315 | –350 | –425 | –525 | –650 | –790 | –1000 | –1300 | –1700 | ||||||
315 | 355 | –390 | –475 | –590 | –730 | –900 | –1150 | –1500 | –1900 | 4 | 5 | 7 | 11 | 21 | 32 |
355 | 400 | –435 | –530 | –660 | –820 | –1000 | –1300 | –1650 | –2100 | ||||||
400 | 450 | –490 | –595 | –740 | –920 | –1100 | –1450 | –1850 | –2400 | 5 | 5 | 7 | 13 | 23 | 34 |
450 | 500 | –540 | –660 | –820 | –1000 | –1250 | –1600 | –2100 | –2600 | ||||||
500 | 560 | –600 | –740 | ||||||||||||
560 | 630 | –660 | –820 | ||||||||||||
630 | 710 | –740 | –920 | ||||||||||||
710 | 800 | –840 | –1000 | ||||||||||||
800 | 900 | –940 | –1150 | ||||||||||||
900 | 1000 | –105 | –1300 | ||||||||||||
1000 | 1120 | –1150 | –1450 | ||||||||||||
1120 | 1250 | –1300 | –1600 | ||||||||||||
1250 | 1400 | –1450 | –1800 | ||||||||||||
1400 | 1600 | –1600 | –2000 | ||||||||||||
1600 | 1800 | –1850 | –2300 | ||||||||||||
1800 | 2000 | –2000 | –2500 | ||||||||||||
2000 | 2240 | –2300 | –2800 | ||||||||||||
2240 | 2500 | –2500 | –3100 | ||||||||||||
2500 | 2800 | –2900 | –3500 | ||||||||||||
2800 | 3150 | –3200 | –3900 | ||||||||||||
1 Основные отклонения А и B не предусмотрены для размеров менее 1 мм.
2 Для полей допусков от JS7 до JS11 нечетные числовые значения IT могут быть округлены до ближайшего меньшего четного числа, чтобы предельные отклонения ![]() были выражены целым числом микрометров.
были выражены целым числом микрометров.
3 Для определения значений отклонений К, М и N до 8-го квалитета (вкл.) и отклонении от Р до ZC до 7-го квалитета (вкл.) следует использовать величины ( в графах справа.
4 Специальные случаи: для поля допуска М6 в интервале размеров от 250 до 315 мм ES = 9 мкм (вместо — 11 мкм); поле допуска М8 предусмотрено лишь для размеров свыше 3 мм.
5 Основное отклонение N для квалитетов до 8-го не предусмотрено для размеров менее 1 мм.
ПРИЛОЖЕНИЕ 1
Справочное
ИНТЕРВАЛЫ НОМИНАЛЬНЫХ РАЗМЕРОВ, ФОРМУЛЫ ДЛЯ РАСЧЕТА ДОПУСКОВ И ОСНОВНЫХ ОТКЛОНЕНИЙ, ПРАВИЛА ОКРУГЛЕНИЯ ЧИСЛОВЫХ ЗНАЧЕНИЙ
1. Интервалы номинальных размеров
Интервалы номинальных размеров, принятые в данной системе допусков и посадок, приведены в табл. 4.
Для размеров до 500 мм установлены промежуточные интервалы для валов с основными отклонениями от «а» до «с» и от «г» до «zс», для отверстий с основными отклонениями от «А» до «С» и от «R» до «ZC».
Для размеров свыше 500 до 3150 мм установлены промежуточные интервалы для валов с основными отклонениями «с», «cd» и от «г» до «v», для отверстий с основными отклонениями «С», «CD» и от «R» до «V».
2. Формулы для расчета допусков
Формулы для расчета допусков приведены в табл. 5.
3. Округление числовых значений допусков
3.1. Числовые значения допусков для квалитетов до 11-го включительно, рассчитанные по формулам п. 2 настоящего приложения, округлены в соответствия с табл. 6.
3.2. Значения допусков в квалитетах грубее 11-го, рассчитанные в соответствия с пояснением 4 к табл. 5, не требуют округления, т. к. они получены из округленных значений допусков для квалитетов от 7-го до 11-го.
Таблица 4
Интервалы номинальных размеров, мм
Основные интервалы | Промежуточные интервалы | ||
свыше | до | свыше | до |
— | 3 | — | — |
3 | 6 | — | — |
6 | 10 | — | — |
10 | 18 | 10 14 | 14 18 |
18 | 30 | 18 24 | 24 30 |
30 | 50 | 30 40 | 40 50 |
50 | 80 | 50 65 | 65 80 |
80 | 120 | 80 100 | 100 120 |
120 | 180 | 120 140 160 | 140 160 180 |
180 | 250 | 180 200 225 | 200 225 250 |
250 | 315 | 250 280 | 280 315 |
315 | 400 | 315 355 | 355 400 |
400 | 500 | 400 450 | 450 500 |
500 | 630 | 500 560 | 560 630 |
630 | 800 | 630 710 | 710 800 |
800 | 1000 | 800 900 | 900 1000 |
1000 | 1250 | 1000 1120 | 1120 1250 |
1250 | 1600 | 1250 1400 | 1400 1600 |
1600 | 2000 | 1600 1800 | 1800 2000 |
2000 | 2500 | 2000 2240 | 2240 2500 |
2500 | 3150 | 2500 2800 | 2800 3150 |
Таблица 5
Формулы для расчета допусков
Квалитеты | 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | |
Число единиц допуска k | — | — | — | 2,7 | 3,7 | 5 | 7 | 10 | 16 | 25 | 40 | 64 | 100 | 160 | 250 | 400 | 640 | 1000 | 1600 | 2500 | |
Значение допуска для | до 500 мм | 0,3+ +0,008D | 0,5+ +0,012D | 0,8+ +0,020D | k(i, где i = 0,45 | ||||||||||||||||
номинальных, размеров, мкм | свыше 500 мм до 3150 мм | 1(1 |
| 2(1 | k(I, где I = 0,004D+2,1 | ||||||||||||||||
Примечания:
1. D — среднее геометрическое из крайних значений каждого интервала номинальных размеров в мм. Для интервала до 3 мм принимается D = ![]() .
.
2. Значения k, начиная с квалитета 5, приблизительно соответствуют геометрической прогрессии с коэффициентом 1,6.
3. Значения допусков для квалитетов 2, 3 и 4 приблизительно являются членами геометрической прогрессии, первым и последним членами которой являются значения допусков квалитетов 1 и 5.
4. Начиная с квалитета 6, значение допуска умножают на 10 при переходе с данного квалитета на пять квалитетов грубее (за исключением значения 7,5, округляемого до 8 для 6-го квалитета в интервале размеров от 3 до 6 мм, см. табл. 1). Это правило действительно и для допусков грубее квалитета 18.
Например, IТ20 = IТ15(10.
Таблица 6
Округление значений допусков до 11-го квалитета включительно
мкм
Значения, рассчитанные по формуле табл. 5 | Округление с кратностью | |||
свыше | до | для размеров до 500 мм | для размеров свыше 500 до 3150 мм | |
0 | 60 | 1 | 1 | |
60 | 100 | 1 | 2 | |
100 | 200 | 5 | 5 | |
200 | 500 | 10 | 10 | |
500 | 1000 | ( | 20 | |
1000 | 2000 | ( | 50 | |
2000 | 5000 | ( | 100 | |
5000 | 10000 | ( | 200 | |
10000 | 20000 | ( | 500 | |
20000 | 50000 | ( | 1000 | |
Примечание. Для улучшения градации некоторые значения округлены иначе.
4. Формулы для расчета основных отклонений
4.1. Основные отклонения валов
Основные отклонения валов рассчитаны по формулам, приведенным в табл. 7. Основным отклонением для валов от «а» до «h» является верхнее отклонение, для валов от «j» до «zc» — нижнее отклонение. У вала «js» нижнее основное отклонение не предусмотрено.
4.2. Основные отклонения отверстий
Основные отклонения отверстий рассчитаны по табл. 7 на основе верхнего отклонения es или нижнего отклонения еi вала того же обозначения в соответствии с общим или специальным правилами.
4.2.1. Общее правило:
ЕI = — es . . . для отверстий с основными отклонениями от А до Н;
ES = — ei . . . для отверстий с основными отклонениями от J до ZC.
Данное правило действительно для всех отклонений, за исключением:
— отклонений, на которые распространяется специальное правило (см. п. 4.2.2)
— отверстий от N9 до N16 для размеров свыше 3 до 500 мм, у которых основное отклонение равно нулю.
4.2.2. Специальное правило:
ES = - ei+(,
где ( — разность ITn - ITn-1 между допуском рассматриваемого квалитета ITn и допуском ближайшего более точного квалитета ITn-1.
Настоящее правило действительно для интервалов размеров свыше 3 до 500 мм:
для отверстий с основными отклонениями J, К, М, N до 8-го квалитета включительно;
для отверстий с основными отклонениями от Р до ZC до 7-го квалитета включительно.
Примечание. Указанные правила сформулированы на основе следующих принципов:
1) общее правило — основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала того же буквенного обозначения;
2) специальное правило — основное отклонение отверстия должно быть таким, чтобы две соответствующие друг другу посадки в системе отверстия и в системе вала, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, например, Н7/р6 и P7/h6, обеспечивали идентичные зазоры или натяги (черт. 16).
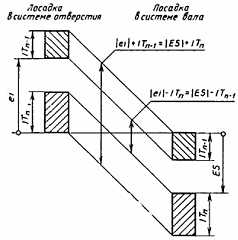
Черт. 16
Таблица 7
Формулы основных отклонений валов и отверстий для размеров до 3150 мм
Номинальный размер, мм | Валы | Отверстия | Номинальный размер, мм | ||||||||
Свыше | До | Основное отклонение | Знак | Обозначение | Формула 1 | Обозначение | Знак | Основное отклонение2 | Свыше | До | |
0 | 120 | a | — | es | 265+1,3D | EI | + | A | 0 | 120 | |
120 | 500 | 3,5D | 120 | 500 | |||||||
0 160 | 160 500 | b | — | es | (140+0,85D (1,8D | EI | + | В | 0 160 | 160 500 | |
0 640 | 40 3150 | с | — | es | 52 D0,2 95+0,8D | EI | + | С | 0 40 | 40 3150 | |
0 500 | 10 3150 | cd | — | es | среднее геометрическое значение С, с и D, d | EI | + | CD | 0 500 | 10 3150 | |
0 | 3150 | d | — | es | 16D0,44 | EI | + | D | 0 | 3150 | |
0 | 3150 | e | — | es | 11D0,41 | EI | + | E | 0 | 3150 | |
0 | 10 | ef | — | es | среднее геометрическое значение Е, е и F, f | EI | + | EF | 0 | 10 | |
0 | 3150 | f | — | es | 5,5D0,41 | EI | + | F | 0 | 3150 | |
0 | 10 | fg | — | es | среднее геометрическое значение F, f и G, g | EI | + | FG | 0 | 10 | |
0 | 3150 | g | — | es | 2,5 D0,34 | EI | + | G | 0 | 3150 | |
0 | 3150 | h | es | Отклонение = 0 | EI | H | 0 | 3150 | |||
i | Нет формулы 3 | J | |||||||||
0 | 3150 | js | + — | es ei | 0,5 ITn | EI ES | + — | JS | 0 | 3150 | |
0 500 | 5004 3150 | k | + | ei | 0,6 D Отклонение = 0 | ES | — | К | 0 500 | 5004 3150 | |
0 500 | 500 3150 | m | + | ei | IТ7-IТ6 0,024D+12,6 | ES | — | М | 0 500 | 500 3150 | |
0 500 | 500 3150 | n | + | ei | 5D0,34 0,04D+21 | ES | — | N | 0 500 | 500 3150 | |
0 500 | 500 3150 | p | + | ei | IT7+(0(5) 0,072D + 37,8 | ES | — | P | 0 500 | 500 3150 | |
0 | 3150 | r | + | ei | среднее геометрическое значение P, р и S, s | ES | — | R | 0 | 3150 | |
0 50 | 50 3150 | s | + | ei | IT8+(1(4) IT7+0,4D | ES | — | S | 0 50 | 50 3150 | |
24 | 3150 | t | + | ei | IT7+0,63D | ES | — | T | 24 | 3150 | |
0 | 3150 | u | + | ei | IT7+D | ES | — | U | 0 | 3150 | |
14 | 3150 | v | + | ei | IT7+1,25D | ES | — | V | 14 | 3150 | |
0 | 500 | x | + | ei | IT7+1,6D | ES | — | X | 0 | 500 | |
18 | 500 | y | + | ei | IT7+2D | ES | — | Y | 18 | 500 | |
0 | 500 | z | + | ei | IT7+2,5D | ES | — | Z | 0 | 500 | |
0 | 500 | za | + | ei | IT8+3,15D | ES | — | ZA | 0 | 500 | |
0 | 500 | zb | + | ei | IT9+4D | ES | — | ZB | 0 | 500 | |
0 | 500 | zc | + | ei | IT10+5D | ES | — | ZC | 0 | 500 | |
1 Основные отклонения в мкм, D — в мм (см. примечание 1 к табл. 5).
2 См. также специальное правило и область его применения по п. 4.2.2 настоящего приложения.
3 Значения в табл. 2—3.
4 Формула распространяется только на квалитеты от 4-го до 7-го включительно; основные отклонения k и К для всех остальных квалитетов равны нулю.
5. Округление числовых значений основных отклонений
5.1. Числовые значения основных отклонений округлены в соответствии c табл. 8.
Таблица 8
Округление значений основных отклонений
мкм
Значения, рассчитанные по формулам табл. 7 | Округление с кратностью | |||
для размеров до 500 мм | для размеров свыше 500 до 3150 мм | |||
для основных отклонений | ||||
свыше | до | от а до g от А до G | от k до zc от К до ZC | от с до v от С до V |
5 | 45 | 1 | 1 | 1 |
45 | 60 | 2 | 1 | 1 |
60 | 100 | 5 | 1 | 1 |
100 | 200 | 5 | 2 | 5 |
200 | 300 | 10 | 2 | 10 |
300 | 500 | 10 | 5 | 10 |
500 | 560 | 10 | 5 | 20 |
560 | 600 | 20 | 5 | 20 |
600 | 800 | 20 | 10 | 20 |
800 | 1000 | 20 | 20 | 20 |
1000 | 2000 | 50 | 50 | 50 |
2000 | 5000 | — | 100 | 100 |
5000 | 10000 | — | — | 200 |
10000 | 20000 | — | — | 500 |
Примечание. Для улучшения градации некоторые значения основных отклонений округлены иначе.
5.2. Значения отклонений, полученные как сумма или разность округленных значений, вторичному округлению не подлежат.
ПРИЛОЖЕНИЕ 2
Справочное
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ К ИНТЕРПРЕТАЦИИ ПРЕДЕЛЬНЫХ РАЗМЕРОВ
1. Для элементов деталей, не образующих посадки, можно допустить отклонение от интерпретации предельных размеров по п. 1.4 настоящего стандарта. В этих случаях предельные размеры ограничивают действительные размеры, определенные путем двухточечного измерения, в любом месте элемента.
2. При использовании зарубежных чертежей и других технических документов интерпретация предельных размеров зависит от того, содержит ли чертеж ссылку на стандарт ИСО 8015 или нет.
При наличии ссылки типа “Tolerancing ISO 8015” (“Нанесение допусков по ИСО 8015”) предельные размеры интерпретируются в соответствии с п. 1.4 настоящего стандарта, если размер с предельными отклонениями дополнен символом ![]() , например, 40Н7
, например, 40Н7 ![]() , 40g6
, 40g6 ![]() и в соответствии с п. 1 настоящего справочного приложения, если символ
и в соответствии с п. 1 настоящего справочного приложения, если символ ![]() не указан.
не указан.
При отсутствии в чертеже ссылки на ИСО 8015 предельные размеры интерпретируются в соответствии с п. 1.4 настоящего стандарта.
Указанные правила соответствуют стандарту ИСО 286-1.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленность СССР
ИСПОЛНИТЕЛИ
А.В. Высоцкий, канд. техн. наук; М.А. Палей (руководитель темы), канд. техн. наук; О.В. Буянина
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.04.89 № 983
ВЗАМЕН ГОСТ 25346-82
Стандарт полностью соответствует СТ СЭВ 145—88
Стандарт соответствует стандарту ИСО 286/1—88
Переиздание. Январь 1992 г с поправкой (ИУС № 5 1992).