8 (800) 333 02 98
ГОСТ 21779-82
(СТ СЭВ 2681-80)
УДК 625.42:006.354 Группа Ж02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Система обеспечения точности геометрических
параметров в строительстве
ТЕХНОЛОГИЧЕСКИЕ ДОПУСКИ
System of ensuring of geometrical parameters
accuracy in construction. manufacturing and
assembling toleranses
Дата введения 1983-01-01
1. РАЗРАБОТАН
Центральным научно-исследовательским институтом типового и экспериментального проектирования школ, дошкольных учреждений, средних и высших учебных заведений (ЦНИИЭП учебных зданий) Госгражданстроя
Центральным ордена Трудового Красного Знамени научно-исследовательским и проектным институтом типового и экспериментального проектирования жилища (ЦНИИЭП жилища) Госгражданстроя Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР
Зональным научно-исследовательским и проектным институтом типового и экспериментального проектирования жилых и общественных зданий (ЛенЗНИИЭП) Госгражданстроя
Главмосстроем при Мосгорисполкоме
Д.М.Лаковский (руководитель темы); И.В.Колечицкая; С.А.Резник, канд.техн.наук; А.В.Цареградский; Л.А.Вассердам; Л.С.Экслер; В.Н.Свердлов, канд.техн.наук; Р.А.Каграманов, канд.техн.наук; В.С.Сытник, канд.техн.наук; С.Е.Чекулаев, канд.техн.наук; М.С.Кардаков; Л.Н.Ковалис; В.Д.Фельдман
Центральным научно-исследовательским институтом типового и экспериментального проектирования школ, дошкольных учреждений, средних и высших учебных заведений (ЦНИИЭП учебных зданий) Госгражданстроя
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ
Постановлением Государственного комитета СССР по делам строительства от 10.06.82 N 156
3. ВЗАМЕН ГОСТ 21779-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения | ||||||||||||||
ГОСТ 6636-69 | 1.5 | ||||||||||||||
ГОСТ 21778-81 | 1.1, 2.1, приложение 2 | ||||||||||||||
ГОСТ 21780-83 | 1.1 | ||||||||||||||
ГОСТ 23615-79 | 1.2 | ||||||||||||||
ГОСТ 24642-81 | Приложение 2 | ||||||||||||||
ГОСТ 25346-89 | Вводная часть | ||||||||||||||
ГОСТ 25347-82 | - |
5. ПЕРЕИЗДАНИЕ. Май 1993 г.
Настоящий стандарт распространяется на проектирование и строительство зданий и сооружений, а также проектирование и изготовление элементов для них (конструкций, изделий, деталей) и устанавливает основные принципы регламентации, номенклатуру и значения технологических допусков геометрических параметров.
Стандарт не устанавливает допуски шероховатости поверхностей.
В соответствии с требованиями настоящего стандарта во вновь разрабатываемых и пересматриваемых стандартах и другой нормативно-технической документации, а также в рабочей и технологической документации устанавливают точность:
- изготовления элементов из различных материалов;
- выполнения разбивочных работ при строительстве зданий и сооружений и монтаже технологического оборудования;
- выполнения строительных и монтажных работ.
При необходимости применения посадок строительных элементов с отрицательными и нулевыми зазорами следует руководствоваться ГОСТ 25346 и ГОСТ 25347.
Стандарт соответствует СТ СЭВ 2681-80 в части, указанной в приложении 1.
Пояснения терминов, применяемых в настоящем стандарте, приведены в приложении 2.
1. Общие положения
1.1. Значения технологических допусков изготовления элементов зданий и сооружений и выполнения разбивочных, строительных и монтажных работ принимают согласно ГОСТ 21778 и ГОСТ 21780 в пределах установленных настоящим стандартом классов точности выполняемых процессов и операций и в зависимости от используемых средств технологического обеспечения и контроля точности.
На основе принятых значений технологических допусков устанавливают симметричные или несимметричные предельные отклонения, сумма абсолютных значений которых должна быть равна допуску.
1.2. Соответствие принимаемых технологических допусков и предельных отклонений геометрических параметров используемым средствам технологического обеспечения и контроля точности устанавливают на основе статистического анализа точности технологических процессов и операций согласно ГОСТ 23615.
1.3. Технологические допуски и предельные отклонения различных геометрических параметров здания, сооружения или их отдельного элемента должны, как правило, назначаться разных классов точности в зависимости от функциональных, конструктивных, технологических и экономических требований.
Если указанные требования не предъявляют, точность соответствующих параметров допускается не регламентировать.
1.4. При назначении технологических допусков и предельных отклонений геометрических параметров необходимо указывать методы и условия измерения этих параметров.
1.5. Границы интервалов номинальных размеров, для которых установлены технологические допуски, приняты в настоящем стандарте на основе рядов предпочтительных чисел, установленных ГОСТ 6636. При этом значения технологических допусков ![]() в миллиметрах вычислены по формуле
в миллиметрах вычислены по формуле
![]()
где ![]() - единица допуска, определяемая в зависимости от значения нормируемого геометрического параметра по формулам рекомендуемого приложения 3, мм;
- единица допуска, определяемая в зависимости от значения нормируемого геометрического параметра по формулам рекомендуемого приложения 3, мм;
![]() - коэффициент точности, устанавливающий число единиц допуска для данного класса точности.
- коэффициент точности, устанавливающий число единиц допуска для данного класса точности.
2. Точность изготовления элементов
2.1. Точность изготовления элементов характеризуют допусками и предельными отклонениями их линейных размеров (черт. 1), а также формы и взаимного положения поверхностей.
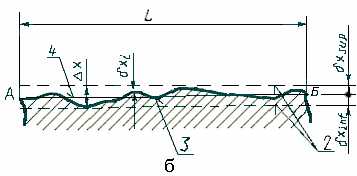
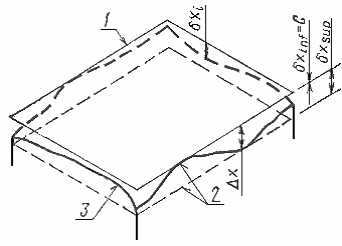
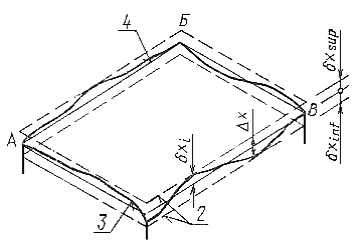
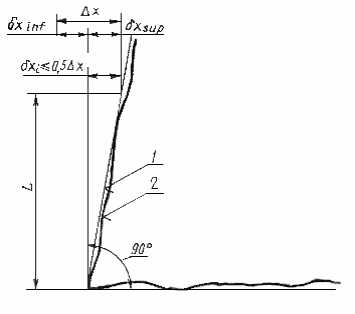
Допуски и предельные отклонения формы и взаимного положения поверхностей устанавливают, если требуется ограничить искажения формы элементов, не выявляемые при контроле точности линейных размеров. При этом точность формы поверхностей призматических прямоугольных элементов характеризуют допусками прямолинейности и предельными отклонениями от прямолинейности (черт. 2) и допусками плоскостности и предельными отклонениями от плоскостности (черт. 3), а точность взаимного положения поверхностей этих элементов - допусками перпендикулярности и предельными отклонениями от перпендикулярности (черт. 4).
Допуск и отклонение от линейных
размеров элементов
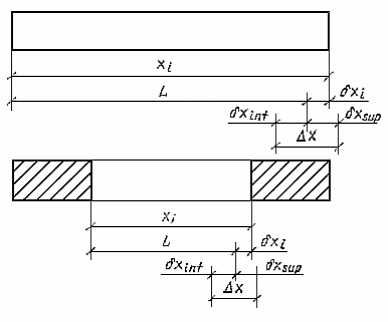
Черт. 1
Примечание. Обозначение допусков и отклонений - по ГОСТ 21778.
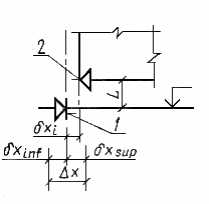
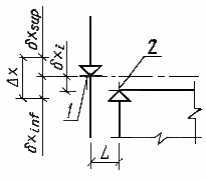
Допуск прямолинейности и отклонение от прямолинейности
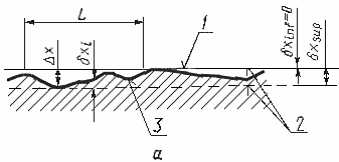
а - допуск и отклонение от прямолинейности при измерениях на заданной длине;
б - то же, при измерениях на всей длине; 1 - условная (прилегающая) прямая;
2 - прямые, ограничивающие поле допуска; 3 - реальный профиль;
4 - условная (проходящая через крайние точки) прямая
Черт. 2
Примечание. При измерениях на заданной длине ![]() при измерениях на всей длине
при измерениях на всей длине ![]()
2.2. Допуски линейных размеров элементов регламентируют точность их изготовления по длине, ширине, высоте, толщине или диаметру, точность размеров и положения выступов, выемок, отверстий, проемов, крепежных и соединительных деталей, а также точность положения наносимых на элементы ориентиров. Эти допуски принимают по табл. 1 в зависимости от номинального размера L, точность которого нормируют.
Допуск плоскостности и отклонение
от плоскостности
а
б
а - допуск плоскостности и отклонение от плоскостности при измерениях
от прилегающей плоскости; б - то же, при измерениях от условной плоскости,
проходящей через три крайние точки реальной поверхности;
1 - условная (прилегающая) плоскость; 2 - плоскости, ограничивающие поле допуска;
3 - реальная поверхность; 4 - условная (проходящая через три крайние точки) плоскость
Черт. 3
Примечание: При измерениях от прилегающей плоскости ![]() при измерениях от условной плоскости
при измерениях от условной плоскости ![]()
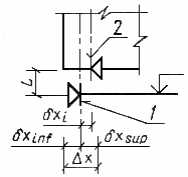
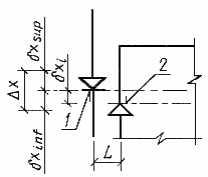
Допуски перпендикулярности
и отклонения от перпендикулярности
а
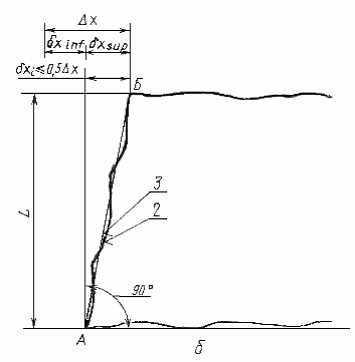
а - допуск и отклонения при измерениях на заданной длине;
б - то же, при измерениях на всей длине; 1 - условная (прилегающая) плоскость; 2 - реальная поверхность; 3 - условная (проходящая через крайние точки) плоскость
Черт. 4
Таблица 1
Допуски линейных размеров
мм
Интервал | Значение допуска для класса точности | ||||||||
номинального размера L | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
До 20 | 0,24 | 0,4 | 0,6 | 1,0 | 1,6 | 2,4 | 4 | 6 | 10 |
Св. 20 до 60 | 0,30 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 5 | 8 | 12 |
" 60 " 120 | 0,40 | 0,6 | 1,0 | 1,6 | 2,4 | 4,0 | 6 | 10 | 16 |
" 120 " 250 | 0,50 | 0,8 | 1,2 | 2,0 | 3,0 | 5,0 | 8 | 12 | 20 |
" 250 " 500 | 0,60 | 1,0 | 1,6 | 2,4 | 4,0 | 6,0 | 10 | 16 | 24 |
" 500 " 1000 | 0,80 | 1,2 | 2,0 | 3,0 | 5,0 | 8,0 | 12 | 20 | 30 |
" 1000 " 1600 | 1,00 | 1,6 | 2,4 | 4,0 | 6,0 | 10,0 | 16 | 24 | 40 |
" 1600 " 2500 | 1,20 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | 20 | 30 | 50 |
" 2500 " 4000 | 1,60 | 2,4 | 4,0 | 6,0 | 10,0 | 16,0 | 24 | 40 | 60 |
" 4000 " 8000 | 2,00 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | 30 | 50 | 80 |
" 8000 " 16000 | 2,40 | 4,0 | 6,0 | 10,0 | 16,0 | 24,0 | 40 | 60 | 100 |
" 16000 " 25000 | 3,00 | 5,0 | 8,0 | 12,0 | 20,0 | 30,0 | 50 | 80 | 120 |
" 25000 " 40000 | 4,00 | 6,0 | 10,0 | 16,0 | 24,0 | 40,0 | 60 | 100 | 160 |
" 40000 " 60000 | 5,00 | 8,0 | 12,0 | 20,0 | 30,0 | 50,0 | 80 | 120 | 200 |
Значения К | 0,10 | 0,16 | 0,25 | 0,40 | 0,60 | 1,0 | 1,6 | 2,5 | 4,0 |
2.3. Допуски прямолинейности принимают по табл. 2 для рассматриваемых сечений элемента на всю длину элемента или на заданной длине в зависимости от номинального значения этого размера. Значения заданной длины выбирают из ряда: 400, 600, 1000,1600 и 2500 мм.
Таблица 2
Допуски прямолинейности
мм
Интервал номинального | Значение допуска для класса точности | |||||
размера L | 1 | 2 | 3 | 4 | 5 | 6 |
До 1000 | 2,0 | 3 | 5 | 8 | 12 | 20 |
Св. 1000 до 1600 | 2,4 | 4 | 6 | 10 | 16 | 24 |
“ 1600 “ 2500 | 3,0 | 5 | 8 | 12 | 20 | 30 |
“ 2500 “ 4000 | 4,0 | 6 | 10 | 16 | 24 | 40 |
“ 4000 “ 8000 | 5,0 | 8 | 12 | 20 | 30 | 50 |
“ 8000 “ 16000 | 6,0 | 10 | 16 | 24 | 40 | 60 |
“ 16000 “ 25000 | 8,0 | 12 | 20 | 30 | 50 | 80 |
“ 25000 “ 40000 | 10,0 | 16 | 24 | 40 | 60 | 100 |
“ 40000 “ 60000 | 12,0 | 20 | 30 | 50 | 80 | 120 |
Значения К | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 |
2.4. Допуски плоскостности принимают по табл. 2 для всей рассматриваемой поверхности элемента в зависимости от большего номинального размера L поверхности элемента.
2.5. Допуски перпендикулярности рассматриваемых поверхностей элемента принимают по табл. 3 в зависимости от меньшего номинального размера L поверхностей, перпендикулярность которых регламентируют, или заданной длины в сечении элемента. Значения заданной длины выбирают из ряда: 400, 500, 600, 800 и 1000 мм.
Для крупноразмерных элементов перпендикулярность их поверхностей допускается регламентировать допусками равенства диагоналей, значения которых принимают по табл. 4 в зависимости от большего номинального размера L поверхности, для которой назначают разность диагоналей.
Таблица 3
Допуски перпендикулярности
мм
Интервал | Значение допуска для класса точности | ||||||||
номинального размера L | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
До 250 | 0,5 | 0,8 | 1,2 | 2,0 | 3 | 5 | 8 | 12 | 20 |
Св. 250 до 500 | 0,6 | 1,0 | 1,6 | 2,4 | 4 | 6 | 10 | 16 | 24 |
“ 500 “ 1000 | 0,8 | 1,2 | 2,0 | 3,0 | 5 | 8 | 12 | 20 | 30 |
“ 1000 “ 1600 | 1,0 | 1,6 | 2,4 | 4,0 | 6 | 10 | 16 | 24 | 40 |
“ 1600 “ 2500 | 1,2 | 2,0 | 3,0 | 5,0 | 8 | 12 | 20 | 30 | 50 |
“ 2500 “ 4000 | 1,6 | 2,4 | 4,0 | 6,0 | 10 | 16 | 24 | 40 | 60 |
Значения К | 0,16 | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 |
Таблица 4
Допуски равенства диагоналей
мм
Интервал номинального | Значение допуска для класса точности | |||||
размера L | 1 | 2 | 3 | 4 | 5 | 6 |
До 4000 | 4 | 6 | 10 | 16 | 24 | 40 |
Св. 4000 до 8000 | 5 | 8 | 12 | 20 | 30 | 50 |
“ 8000 “ 16000 | 6 | 10 | 16 | 24 | 40 | 60 |
“ 16000 “ 25000 | 8 | 12 | 20 | 30 | 50 | 80 |
“ 25000 “ 40000 | 10 | 16 | 24 | 40 | 60 | 100 |
“ 40000 “ 60000 | 12 | 20 | 30 | 50 | 80 | 120 |
Значения К | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 |
2.6. Допусками прямолинейности, плоскостности и перпендикулярности поверхностей следует также регламентировать точность формы и взаимного положения отдельных поверхностей простых непризматических элементов.
Точность размеров, формы и взаимного положения поверхностей элементов, имеющих сложное очертание, регламентируют допусками линейных размеров, определяющих положение характерных точек этих элементов в принятой системе координат.
3. Точность разбивочных работ
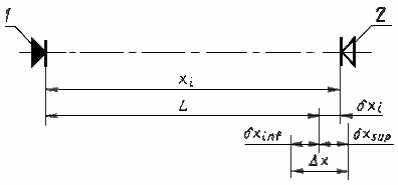
3.1. Точность разбивочных работ характеризуют допусками и предельными отклонениями разбивки точек и осей в плане (черт. 5) и передачи точек и осей по вертикали (черт. 6), допусками створности и предельными отклонениями от створности точек (черт. 7), допусками и предельными отклонениями разбивки высотных отметок (черт. 8) и передачи высотных отметок (черт. 9), а также допусками перпендикулярности и предельными отклонениями от перпендикулярности осей (черт. 10).
3.2. Допуски разбивки точек и осей в плане принимают по табл. 5 в зависимости от номинального расстояния L, точность которого нормируют.
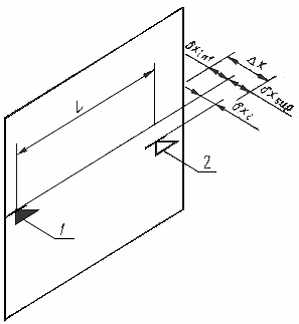
Допуск и отклонение разбивки точек
и осей в плане
1 - ориентир, принимаемый за начало отсчета;
2 - ориентир, устанавливаемый в результате разбивки
Черт. 5
Допуск и отклонение передачи точек и осей по вертикали
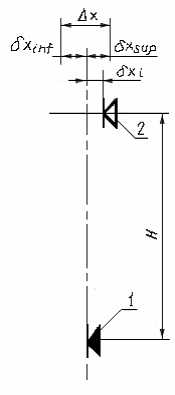
1 - ориентир, принимаемый за начало отсчета;
2 - ориентир, устанавливаемый в результате передачи
Черт. 6
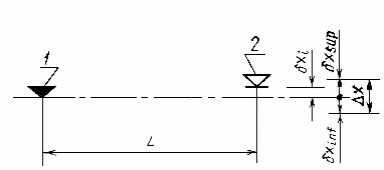
Допуск створности и отклонение от створности точек
1 - ориентир, принимаемый за начало отсчета;
2 - ориентир, устанавливаемый в результате разбивки
Черт. 7
Допуск и отклонение разбивки высотных отметок
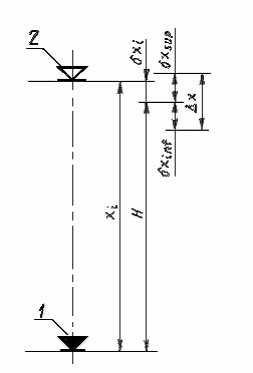
1 - ориентир, принимаемый за начало отсчета;
2 - ориентир, устанавливаемый в результате разбивки
Черт. 8
Допуск и отклонение передачи
высотных отметок
1 - ориентир, принимаемый за начало отсчета;
2 - ориентир, устанавливаемый в результате передачи
Черт. 9
Допуск перпендикулярности и отклонение
от перпендикулярности осей
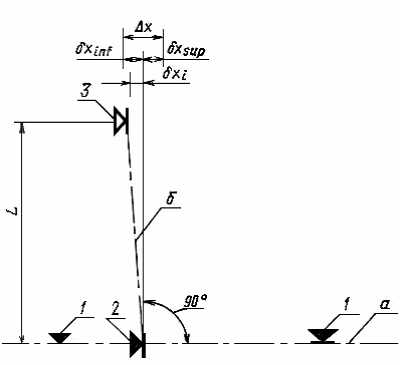
1 - ориентиры, определяющие положение оси а;
2 - ориентир, принимаемый за начало отсчета при разбивке оси б; 3 - ориентир, устанавливаемый при разбивке оси б
Черт. 10
Таблица 5
Допуски разбивки точек и осей в плане
мм
Интервал номинального размера L | Значение допуска для класса точности | |||||
1 | 2 | 3 | 4 | 5 | 6 | |
До 2500 | 0,6 | 1,0 | 1,6 | 2,4 | 4 | 6 |
Св. 2500 до 4000 | 1,0 | 1,6 | 2,4 | 4,0 | 6 | 10 |
“ 4000 “ 8000 | 1,6 | 2,4 | 4,0 | 6,0 | 10 | 16 |
“ 8000 “ 16000 | 2,4 | 4,0 | 6,0 | 10,0 | 16 | 24 |
“ 16000 “ 25000 | 4,0 | 6,0 | 10,0 | 16,0 | 24 | 40 |
“ 25000 “ 40000 | 6,0 | 10,0 | 16,0 | 24,0 | 40 | 60 |
“ 40000 “ 60000 | 10,0 | 16,0 | 24,0 | 40,0 | 60 | 100 |
“ 60000 “ 100000 | 16,0 | 24,0 | 40,0 | 60,0 | 100 | 160 |
“ 100000 “ 160000 | 24,0 | 40,0 | 60,0 | 100,0 | 160 | - |
Значения К | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 |
3.3. Допуски передачи точек и осей по вертикали принимают по табл. 6 в зависимости от номинального расстояния Н между горизонтами.
3.4. Допуски створности точек принимают по табл. 6 в зависимости от номинальной длины L разбиваемой оси.
3.5. Допуски разбивки высотных отметок принимают по табл. 7 в зависимости от номинального расстояния Н между горизонтами.
Таблица 6
Допуски передачи точек и осей по вертикали
и створности точек
мм
Интервал номинального размера | Значение допуска для класса точности | ||||||
H | L | 1 | 2 | 3 | 4 | 5 | 6 |
До 2500 | До 4000 | - | - | 0,6 | 1,0 | 1,6 | 2,4 |
Св. 2500 до 4000 | Св. 4000 до 8000 | - | 0,6 | 1,0 | 1,6 | 2,4 | 4,0 |
“ 4000 “ 8000 | " 8000 " 16000 | 0,6 | 1,0 | 1,6 | 2,4 | 4,0 | 6,0 |
“ 8000 “ 16000 | “ 16000 “ 25000 | 1,0 | 1,6 | 2,4 | 4,0 | 6,0 | 10,0 |
“ 16000 “ 25000 | “ 25000 “ 40000 | 1,6 | 2,4 | 4,0 | 6,0 | 10,0 | 16,0 |
“ 25000 “ 40000 | “ 40000 “ 60000 | 2,4 | 4,0 | 6,0 | 10,0 | 16,0 | 24,0 |
“ 40000 “ 60000 | “ 60000 “ 100000 | 4,0 | 6,0 | 10,0 | 16,0 | 24,0 | 40,0 |
“ 60000 “ 100000 | “ 100000 “ 160000 | 6,0 | 10,0 | 16,0 | 24,0 | 40,0 | 60,0 |
“ 100000 “ 160000 | - | 10,0 | 16,0 | 24,0 | 40,0 | 60,0 | - |
Значения К | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | |
3.6. Допуски передачи высотных отметок принимают по табл.7 в зависимости от номинального расстояния L до рассматриваемой высотной отметки.
3.7. Допуски перпендикулярности осей принимают по табл. 7 в зависимости от номинального расстояния L до рассматриваемой точки. При номинальном значении угла между осями, не равном 90°, допуски угла также принимают по табл. 7 в зависимости от номинального расстояния L до рассматриваемой точки.
3.8. Допуски разбивочных работ по табл. 5-7 даны с учетом точности нанесения и закрепления соответствующих точек и осей.
Таблица 7
Допуски разбивки и передачи высотных отметок
мм
Интервал номинального размера | Значение допуска для класса точности | ||||||
H | L | 1 | 2 | 3 | 4 | 5 | 6 |
До 2500 | До 8000 | - | 0,6 | 1,0 | 1,6 | 2,4 | 4 |
Св. 2500 до 4000 | Св. 8000 до 16000 | 0,6 | 1,0 | 1,6 | 2,4 | 4,0 | 6 |
“ 4000 “ 8000 | “ 16000 “ 25000 | 1,0 | 1,6 | 2,4 | 4,0 | 6,0 | 10 |
“ 8000 “ 16000 | “ 25000 “ 40000 | 1,6 | 2,4 | 4,0 | 6,0 | 10,0 | 16 |
“ 16000 “ 25000 | “ 40000 “ 60000 | 2,4 | 4,0 | 6,0 | 10,0 | 16,0 | 24 |
“ 25000 “ 40000 | “ 60000 “ 100000 | 4,0 | 6,0 | 10,0 | 16,0 | 24,0 | 40 |
“ 40000 “ 60000 | “ 100000 “ 160000 | 6,0 | 10,0 | 16,0 | 24,0 | 40,0 | 60 |
“ 60000 “ 100000 | - | 10,0 | 16,0 | 24,0 | 40,0 | 60,0 | 100 |
“ 100000 “ 160000 | - | 16,0 | 24,0 | 40,0 | 60,0 | 100,0 | 160 |
Значения К | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | |
4. Точность строительных и монтажных работ
4.1. Точность геометрических параметров зданий, сооружений и их элементов, возводимых из мелкоразмерных, монолитных и сыпучих материалов, и точность выполнения земляных работ устанавливают в соответствии с разд. 2.
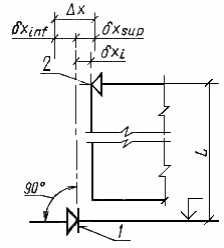
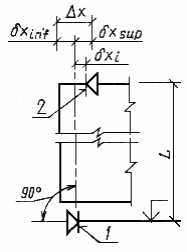
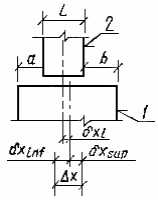
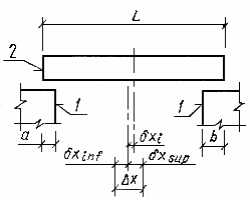
4.2. Точность установки элементов сборных зданий и сооружений характеризуют допусками совмещения и отклонениями от совмещения ориентиров (точек, линий, поверхностей) (черт. 11) и допусками симметричности и отклонениями от симметричности установки элементов (черт. 12).
4.3. Допуски совмещения ориентиров принимают по табл. 8 в зависимости от номинального расстояния L между ними.
4.4. Допуски симметричности установки элементов принимают по табл. 9 в зависимости от номинального значения геометрического параметра L.
4.5. Допуски строительных и монтажных работ в табл. 8 и 9 характеризуют точность установки элементов после проектного закрепления. Точность установки элементов при временном закреплении в зависимости от способа закрепления следует принимать на 1 - 2 класса выше.
Допуск совмещения и отклонение
от совмещения ориентиров
|
|
|
|
|
|
1 - ориентир, принимаемый за начало отсчета;
2 - ориентир устанавливаемого элемента
Черт. 11
Допуск симметричности и отклонение
от симметричности установки элементов
|
|
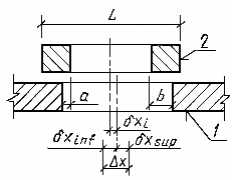
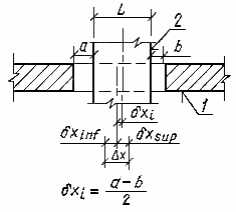
1 - установленный элемент;
2 - устанавливаемый элемент
Черт. 12
Таблица 8
Допуски совмещения ориентиров
мм
Интервал номинального размера L | Значение допуска для класса точности | |||||
1 | 2 | 3 | 4 | 5 | 6 | |
До 120 | 1,6 | 2,4 | 4 | 6 | 10 | 16 |
Св. 120 до 250 | 2,0 | 3,0 | 5 | 8 | 12 | 20 |
“ 250 “ 500 | 2,4 | 4,0 | 6 | 10 | 16 | 24 |
“ 500 “ 1000 | 3,0 | 5,0 | 8 | 12 | 20 | 30 |
“ 1000 “ 1600 | 4,0 | 6,0 | 10 | 16 | 24 | 40 |
“ 1600 “ 2500 | 5,0 | 8,0 | 12 | 20 | 30 | 50 |
“ 2500 “ 4000 | 6,0 | 10,0 | 16 | 24 | 40 | 60 |
“ 4000 “ 8000 | 8,0 | 12,0 | 20 | 30 | 50 | 80 |
“ 8000 “ 16000 | 10,0 | 16,0 | 24 | 40 | 60 | 100 |
“ 16000 “ 25000 | 12,0 | 20,0 | 30 | 50 | 80 | 120 |
“ 25000 “ 40000 | 16,0 | 24,0 | 40 | 60 | 100 | 160 |
“ 40000 “ 60000 | 20,0 | 30,0 | 50 | 80 | 120 | 200 |
Значения К | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 |
Таблица 9
Допуски симметричности установки
мм
Интервал номинального размера L | Значение допуска для класса точности | |||||
1 | 2 | 3 | 4 | 5 | 6 | |
До 2500 | 2,0 | 3 | 5 | 8 | 12 | 20 |
Св. 2500 до 4000 | 2,4 | 4 | 6 | 10 | 16 | 24 |
“ 4000 “ 8000 | 3,0 | 5 | 8 | 12 | 20 | 30 |
“ 8000 “ 16000 | 4,0 | 6 | 10 | 16 | 24 | 40 |
“ 16000 “ 25000 | 5,0 | 8 | 12 | 20 | 30 | 50 |
“ 25000 “ 40000 | 6,0 | 10 | 16 | 24 | 40 | 60 |
“ 40000 “ 60000 | 8,0 | 12 | 20 | 30 | 50 | 80 |
Значения К | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 |
Приложение 1
Справочное
Информационные данные о соответствии
ГОСТ 21779-82 СТ СЭВ 2681-80
Первый абзац вводной части ГОСТ 21779-82 включает требования вводной части СТ СЭВ 2681-80.
П. 1.1 ГОСТ 21779-82 включает требования п. 1.1 СТ СЭВ 2681-80.
П. 1.2 ГОСТ 21799-82 включает требования п. 1.5 СТ СЭВ 2681-80.
П. 1.3 ГОСТ 21779-82 включает требования пп. 1.7 и 1.9 СТ СЭВ 2681-80.
П. 1.4 ГОСТ 21779-82 включает требования п. 1.8 СТ СЭВ 2681-80.
П. 2.1 ГОСТ 21779-82 включает требования пп. 2.1 и 2.3 СТ СЭВ 2681-80.
Черт. 2 ГОСТ 21779-82 включает черт. 1 СТ СЭВ 2681-80.
Черт. 4 ГОСТ 21779-82 включает черт. 3 СТ СЭВ 2681-80.
П. 2.2 ГОСТ 21779-82 включает требования п. 2.2 СТ СЭВ 2681-80.
Табл. 1 ГОСТ 21779-82 включает табл. 1 информационного приложения 1 СТ СЭВ 2681-80.
П. 2.3 ГОСТ 21779-82 включает требования п. 2.4 СТ СЭВ 2681-80.
Табл. 2 ГОСТ 21779-82 включает табл. 1 информационного приложения 1 СТ СЭВ 2681-80.
П. 2.4 ГОСТ 21779-82 включает требования пп. 2.5 и 2.7 СТ СЭВ 2681-80.
П. 2.5 ГОСТ 21779-82 включает требования п. 2.6 СТ СЭВ 2681-80.
Табл. 3 ГОСТ 21779-82 включает табл. 1 информационного приложения 1 СТ СЭВ 2681-80.
П. 2.6 ГОСТ 21779-82 включает требования п. 2.8 СТ СЭВ 2681-80.
Табл. 4 ГОСТ 21779-82 включает табл. 1 информационного приложения 1 СТ СЭВ 2681-80.
П.3.1 ГОСТ 21779-82 включает требования п. 3.1 СТ СЭВ 2681-80.
Черт. 5 ГОСТ 21779-82 включает черт. 4 СТ СЭВ 2681-80.
Черт. 6 ГОСТ 21779-82 включает черт. 5 СТ СЭВ 2681-80.
Черт. 8 ГОСТ 21779-82 включает черт. 6 СТ СЭВ 2681-80.
Табл. 5 ГОСТ 21779-82 включает табл. 2 информационного приложения 1 СТ СЭВ 2681-80.
Табл. 6 ГОСТ 21779-82 включает табл. 2 информационного приложения 1 СТ СЭВ 2681-80.
Табл. 7 ГОСТ 21779-82 включает табл. 2 информационного приложения 1 СТ СЭВ 2681-80.
П 3.8 ГОСТ 21779-82 включает требования п. 3.3 СТ СЭВ 2681-80.
П. 4.1 ГОСТ 21779-82 включает требования п. 1.1 СТ СЭВ 2681-80.
П 4.2 ГОСТ 21779-82 включает требования п. 4.2 СТ СЭВ 2681-80.
Черт. 11 ГОСТ 21779-82 включает черт. 7 СТ СЭВ 2681-80.
Черт. 12 ГОСТ 21779-82 включает черт. 8 СТ СЭВ 2681-80.
Табл. 8 ГОСТ 21779-82 включает табл. 1 информационного приложения 1 СТ СЭВ 2681-80.
Табл. 9 ГОСТ 21779-82 включает табл. 1 информационного приложения 1 СТ СЭВ 2681-80.
Справочное приложение 2 ГОСТ 21779-82 включает информационное приложение 2 СТ СЭВ 2681-80.
Приложение 2
Справочное
Пояснения терминов, применяемых в настоящем стандарте
Технологический допуск - по ГОСТ 21778.
Технологическое предельное отклонение - предельное отклонение геометрического параметра, устанавливающее точность выполнения соответствующего технологического процесса или операции.
Класс точности - по ГОСТ 21778.
Условная прямая (плоскость) - прямая (плоскость), принимаемая за начало отсчета отклонений и проходящая через заданные точки реального профиля (поверхности) или прилегающая к реальному профилю (поверхности).
Прилегающая прямая (плоскость) - по ГОСТ 24642.
Приложение 3
Рекомендуемое
Вид допусков и формулы для вычисления
значения единицы допуска
Характеристика технологического процесса или операции | Вид допуска геометрического параметра | Формула для вычисления, мм | Значение |
Изготовление | Допуск линейного размера |
где L, мм | 1,0 |
Допуск прямолинейности | 1,0 | ||
Допуск плоскостности | 1,0 | ||
Допуск перпендикулярности | 0,6 | ||
Допуск равенства диагоналей | 1,0 | ||
Разбивка | Допуск разбивки точек и осей в плане |
где L, м | 1,0 |
Допуск передачи точек и осей по вертикали | 0,4 | ||
Допуск створности точек | 0,25 | ||
Допуск разбивки высотных отметок | 0,6 | ||
Допуск передачи высотных отметок | 0,25 | ||
Допуск перпендикулярности осей | 0,4 | ||
Установка (монтаж) | Допуск совмещения ориентиров |
где L, мм | 1,6 |
Допуск симметричности установки | 0,6 |